
Как происходит производство профильных труб – варианты продукции, оборудование, технологии
Содержание:
Как изготовляют профильную трубу
Полный цикл производства профильных труб
По какому принципу профильная труба подвергается прокату и контролю
Какое оборудование необходимо
Возрастающая популярность профильных изделий является вполне объяснимым стимулом, побуждающим организовывать предприятия по их производству. Однако нужно заранее изучить технологию производства, потенциальный рынок сбыта, а также быть готовым к немалым капиталовложениям.

Назначение и разновидности профильных изделий
С помощью профильных труб осуществляется сборка различных конструкций из металла, отличающихся габаритами и назначением: каркасы, ангары, всевозможные теплицы. Продукцию круглого типа в данном случае применять неудобно; то же самое касается профильных труб магистрального типа.
Убедится в том, что производство профильных труб является весьма актуальной темой, поможет краткий обзор сфер их использования:
- Изделия стандартной конфигурации. Кроме обычного использования в обустройстве трубопроводов, из продукции данного типа собираются строительные леса, кабельная защита, системы орошения и всевозможные ограждения.
- Магистральные профили. Из них сооружают трубопроводы крупных габаритов, для которых характерны постоянные колебания давления: они выступают в качестве опор. При изготовлении данной продукции в основном используется ТУ производителя или требования заказчика.
- Металлический прокат профильного типа, имеющий повышенную химическую стойкость. Сфера применения – пищевая, химическая и фармацевтическая отрасли.
- Машиностроительный профиль. Из них делают автомобильные поршни, валы, цилиндры и подшипники.

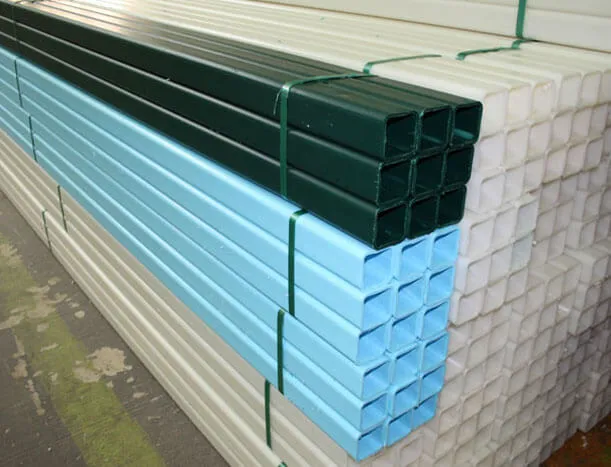
Форма сечения профилей может быть различной – овальной, плоскоовальной, квадратной, прямоугольной, многоугольной. В отдельных случаях, когда имеется соответствующий заказ, существует возможность изготовления треугольных, шестиугольных и других нестандартных профилей.
То, какой именно способ изготовления профильной продукции был применен, напрямую влияет на ее свойства:
- Горячекатаные профили без швов. Отличный вариант в тех ситуациях, когда требуется высокий уровень прочности. Чаще всего они имеют хорошую антикоррозийную защиту, хорошо перенося агрессивные химические среды.
- Холоднокатаные (стандартные) профили. Для этих изделий характерна большая упругость, позволяющая им не боятся серьезных колебаний давления.
- Электросварные холоднокатаные профили. Для данной продукции характерна прочность и долговечность, при условии правильной эксплуатации.
Если производство профильных стальных труб имеет массовый характер, то список необходимого оборудования может претерпевать корректировку, в зависимости от назначения продукции. Бизнес план производства профильной трубы оказывает прямое влияние на внесение некоторых изменений в его схему.
Как изготовляют профильную трубу
Чтобы изготовить квадратный или прямоугольный профиль, потребуется лишь один станок – вальцовочный, обладающий всеми необходимыми функциями для формовки данного типа. В таком случае нужно закупить обычные стальные трубы, имеющие круглое сечение, и доработать их вальцовочным станом (прочитайте: "Как выполняется вальцовка труб – варианты и способы"). Полученные в результате этого изделия будут иметь отличную визуальную идентичность с представлениями рядовых потребителях о том, каким должен быть прямоугольный профиль.
Что касается технологических соображений, то подобной продукции довольно далеко до профессионального исполнения. Вальцовка готовой круглой трубы является приемлемым вариантом в наладке производства продукции, с помощью которой не будут решаться серьезные задачи – возводиться ангарные каркасы или жилые дома. Из профилей, прошедших деформацию вальцовкой, можно изготовлять каркасы для наружной рекламы, мебель, декоративные элементы интерьера, покрывать запросы частного строительства.

Потребительский интерес к данной продукции обеспечен, однако соорудить из нее безопасные и надежные конструкции не получиться. Организация выпуска изделий более высокого качества потребует наличия полного цикла производства профильной трубы, который состоит из целого ряда последовательных этапов. Как результат, придется закупать дополнительные станки для производства металлических труб. Возросшие финансовые затраты в таком случае вполне компенсирует расширения рынка сбыта готовой продукции.
Полный цикл производства профильных труб
Полный цикл изготовления профильной электросварной продукции включает в себя такие операции:
- Обработку штрипса.
- Формовку и сварку круглых профильных заготовок.
- Профилировку круглой трубы.
- Контрольный тест на качество.
- Термическую обработку.
В качестве изначального сырья, из которого создаются заготовки, применяют металлический штрипс – листовая сталь нужно класса, поступающая на производство в рулонной форме. Обычно для этих целей применяют низколегированную или углеродистую сталь.
Лучше всего, чтобы листовой металл поставлялся непосредственно из металлургического завода: это позволит на порядок снизить закупочную цену и быть уверенным, что каждая единица товара пройдет соответствующий контроль качества (прочитайте также: "Изготовление труб из листового металла – что необходимо, чтобы сделать самостоятельно"). Штрипс может иметь не только различный сорт и качество, но также толщину.
Желательно, чтобы в наличии у предприятия были заготовки с разной толщиной: это даст возможность иметь в своем ассортименте продукцию с широким перечнем уровней надежности, что значительно повысит ее уровень конкурентной способности.

На первом этапе штрипс разматывают и нарезают по определенным размерам. Для порезки рулонной стали на одинаковые куски продольного типа, применяется специальная резочная установка. С ее помощью можно получать металлические полосы толщиной больше 50 мм (на этот показатель может влиять модель станка и толщина листовой заготовки). Чтобы дальнейшие действия были более удобны, проводится сварка отдельных отрезков в одну сплошную полосу.
Нарезанная и сваренная лента наматывается на специальный барабан: таким образом достигается непрерывность профильного проката, когда вальцы не простаивают. На барабане накапливают запас для будущей продукции: его время от времени нужно обновлять. На следующем этапе сплошная металлическая лента поступает на стан для производства профильной трубы: несколько клетей занимаются формовкой из вальца круглой заготовки.
Длина этой заготовки не ограничена: ее производство формовочным агрегатом продолжается до полного опустошения барабана. Чаще всего нагревание на этом этапе не применяют: в нем участвует холодная листовая сталь. В отдельных случаях стальная полоса проходит также термическую обработку.
Заготовка, имеющая отрытый шов, поступает на сварочную установку, где для сваривания ее краев применяются высокочастотные токи. По ходу этой операции на продукцию продолжает оказываться сдавливающее усилие при помощи вальцев: это позволяет убирать из всей протяженности шва, по его внутренней и наружной поверхности, лишний расплав – грат, для удаления которого применяются резцы. Для охлаждения сваренных заготовок применяются эмульсионные составы.
По какому принципу профильная труба подвергается прокату и контролю
Профилирование охлажденной заготовки включает в себя такие циклы:
- Прохождение прокатом вальцовки, что дает сообщить ему максимально одинаковую круглую форму, по всей протяженности заготовки.
- Круглую трубу обжимают с четырех сторон на профилирующем станке: это позволяет сообщить металлопрокату необходимую форму сечения.
Потребность второго технологического этапа возникает в тех ситуациях, когда необходимо изготовить профильные трубы квадратного, прямоугольно или многоугольного типа. Плоскоовальные и овальные профили вполне удовлетворяются прокатом при помощи первых, контрольных вальцев (прочитайте также: "Как выполняется прокатка профильной трубы – оборудование, технология"). После этого заготовку можно резать по требуемым параметрами, проводя по ходу этой операции их непрерывное охлаждение. Самый слабый участок электросварного изделия – сварные швы, которые обязательно нужно проверить на герметичность.

Для достижения завершенности продукции, с возможностью получения допуска на реализацию, ее проверяют несколькими методами:
- Вихретоковая дефектоскопия. Принцип работы дефектоскопа построен на подверженности электромагнитных показателей металлов влиянию различных уровней напряжения. Подобные явления возникают из-за дефектов шва, раковин и других нарушений структуры стали.
- Внешний осмотр. Работник предприятия, отвечающий за контроль качества, проводит визуальный осмотр швов на предмет повреждений и дефектов, которые могут наноситься неисправными формирующими и профилирующими вальцами или электросваркой. Таким образом, появляется возможность выявления визуальных недочетов, которые не под силу для дефектоскопа. Это прежде всего касается неровностей, перепадов, механических повреждений.
Использование данных методов контроля качества может носить как регулярный, так и эпизодический характер. Осматривая готовые изделия, не следует забывать проводить регулярную профилактику всех станков и механизмов, которыми оснащен производственный цех: в противном случае может возникнуть массовая отбраковка готовой продукции.
Чтобы увеличить прочность стальных изделий, на завершающей стадии цикла их повторно нагревают. Таким образом снимается внутреннее напряжение, возникающее на стадии деформирования профиля. Для этого изделие вначале раскаляется до определенной температуры, после чего, перед передачей на фасовочную линию, оно должно остыть. После прохождения этой стадии цена проката возрастает: это объясняет, почему не все производства включает его в состав необходимых циклов. Нужна или не нужна дополнительная закалка, как часть производственного процесса, зависит от целей, которые ставятся перед планируемым предприятием.
Какое оборудование необходимо
На то, какое именно оборудование для производства профильной трубы из металла закупается, напрямую влияют запросы предприятия по уровню качества и рынкам сбыта. К примеру, если товар производится для мебельных цехов, небольших строительных фирм и рекламных компаний, нужды в высокопроизводительном оборудовании нет. Основными критериями при выборе нужного оснащения является уровень стартового капитала и предполагаемые объемы производства.
Стандартная линия для производства профильной трубы включает следующие механизмы:
- Станки по разматыванию, подготовке и обработке листового металла.
- Стан, формирующие круглое сечение.
- Сварочный узел.
- Приспособление для срезания кромок на сварочных швах.
- Охладитель.
- Стан для получения многоугольной трубы.
- Резак для готовой продукции.
На производственных линий может применяться как полная автоматизация, так и возможность применения ручного труда. Автоматизированные линии более производительны, хот и стоимость их более высокая. В оснащение стандартных линий входят только прямоугольные валы.
Кроме расходов на оборудование, смета предприятия будет включать закупку проката, расходы на аренду и оплату труда рабочих. Обычно одна производственная линия требует участия двух человек – оператора станка и подсобника. Кроме этого, обязательно потребуется технолог и лаборанты, которые будут контролировать качество продукции. Благодаря широкой популярности профильной трубы, даже предприятиям небольших размеров гарантирована хорошая прибыль и наличие постоянных заказчиков. Главное, правильно все организовать, не упуская ни один производственный цикл.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.