
Как выполняется вальцовка труб – варианты и способы
Содержание:
Что такое процесс вальцовки
Производство трубной продукции
Процесс развальцовки
Завальцовка
Профилирование трубной продукции
Трубогибы
Вальцовкой труб или вальцеванием принято называть процесс, результатом которого является деформация металлических изделий в разных направлениях. С помощью данного действия выполняют сгиб такого материала как металла. В промышленных условиях вальцовку обычно осуществляют при помощи ковочных вальцов.
Что такое процесс вальцовки
Чтобы разобраться с тем, что такое вальцовка труб, следует ознакомиться со всеми операциями, производимыми с трубной продукцией, которые подразумевают применение данной технологии:
- Заготовки, имеющие круглую или плоскую форму, превращаются в изделия, называемые трубами.
- Диаметр конца трубки увеличивают для того, чтобы произвести стыковку между нею и другой деталью или отрезком магистрали.
- Конец изделия подвергают обжиму, чтобы обеспечить герметичность места стыка, а также для уменьшения размера внешнего диаметра или для прочих целей.
- Производят профилирование труб – превращают их в прямоугольную, овальную или квадратную трубную продукцию.
- Загибают изделия относительно большого радиуса.
Производство трубной продукции
Благодаря вальцовке труб можно получить изделия:
- электросварные;
- бесшовные.
В первом случае из плоских листов, которые называют штрипсами, формируют заготовки круглой формы. После этого их сваривают с помощью индукционных токов и отправляют в вальцы. Когда происходит вальцовка трубок, будущие изделия после выравнивания становятся идеально круглыми в сечении и их потом калибруют относительно диаметра.

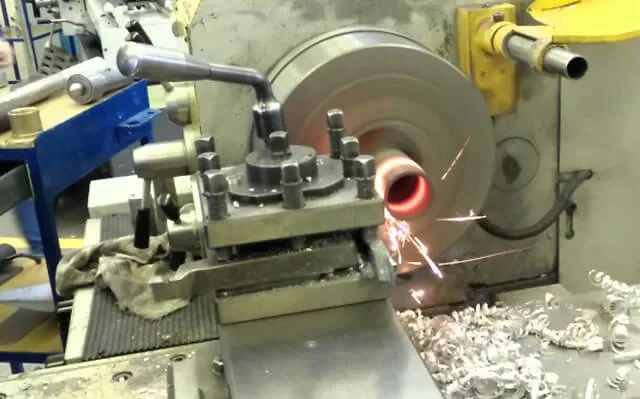
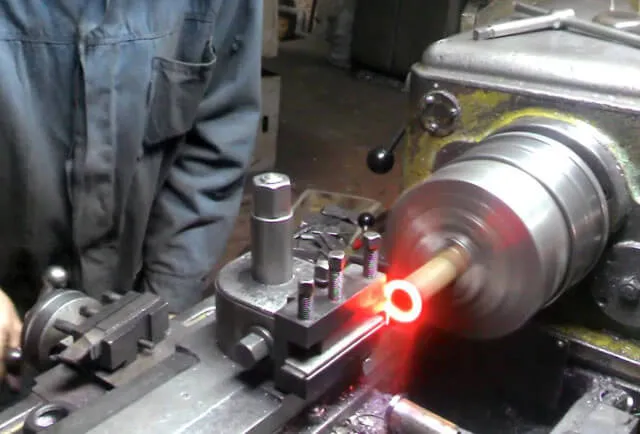
При производстве бесшовных труб основной технологической операцией является вальцевание. Их изготавливают из круглых заготовок, получаемых в результате литья или прессования разогретого металла. Начиная с момента попадания заготовки на стан, она подвергается обработке несколькими вальцами: ее вытягивают и утончают, далее у нее формируют стенки требуемой толщины. В завершении процесса продукцию калибруют.
В соответствии с величиной температуры, при которой из заготовок формируют изделия, трубы бывают горяче-, тепло- или холоднодеформированными.
Процесс развальцовки
Данную операцию можно выполнить при помощи ручного инструмента. Технология развальцовки труб не нуждается в обязательном использовании вальцов, хотя при желании их можно задействовать.
В качестве примера использования развальцованных труб в быту можно назвать их применение при сборке медного трубопровода. Чтобы соединить вместе два участка, нужно конец одного изделия вставить в гильзу другого, а получившийся между ними просвет запаять. Но дело в том, что трубы, имеющиеся в продаже, реализуют без гильз, с абсолютно гладкой поверхностью. Поэтому и требуется развальцевать конец изделия.
Простейшее приспособление для выполнения ручной вальцовки - это фиксатор, подходящий под разные диаметры, и конус, который ввинчивают в торец труб и тем самым расширяют их.
Существует еще один способ, позволяющий формировать гильзу – это использование экстендера, растягивающего изделие за одно действие. Его устройство аналогично патрону дрели, но его лапки не сжимают, а напротив, расширяют трубы. В движение экстендер приводят рычагом с большим плечом, что позволяет приложить повышенное усилие на расширительную головку сменного типа.
Кроме этого используют оборудование для вальцовки труб - вальцы. В них валик, перемещаясь по внутренней поверхности изделий, постепенно с каждым оборотом расширяет их конец.

Результат получается лучшим, чем при применении ручных приспособлений. Дело в том, что конус создает небольшое расширение, а не полноценную гильзу, а экстендер в процессе использования формирует стенки, имеющие разную толщину. Но в то же время вальцы стоят дороже.
Специалисты рекомендуют задействовать ручной инструмент в тех случаях, когда трубная продукция сделана из мягких металлов. Например, когда выполняется вальцовка алюминиевых труб или изделий из меди (прочитайте: "Как выполнить вальцовку для медных труб – теория и практика от опытного мастера").
Иногда возникает необходимость развальцевать тонкостенные стальные трубы, несмотря на то, что использование их при прокладке водопроводных магистралей нельзя назвать хорошей идеей, вне зависимости от способа сварки – с гильзами или встык. Срок службы таких изделий на холодной воде составляет около 5 лет, после чего начинаются коррозийные процессы.
Завальцовка
Необходимость в выполнении данного процесса возникает, когда требуется подготовить элементы будущего трубопровода к соединению – обжимают конец трубы, который будет входить в гильзу. Также уменьшают диаметр изделия с торца, когда нужно вручную нарезать резьбу и для обеспечения герметичности на месте стыка медной трубки со штуцером.
Ручной инструмент для завальцовки трубы - это клещи с большим плечом у рычага и небольшие вальцы с винтовой подачей. Одновременно для стальных изделий для прокладки водопроводов используют даже молоток.
Профилирование трубной продукции
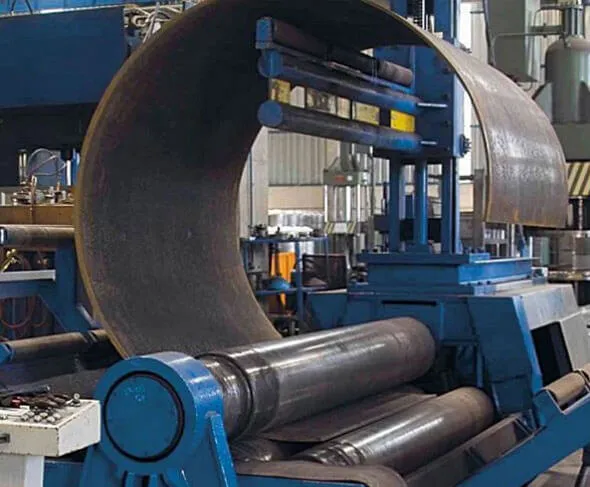
Полный цикл изготовления профильных труб состоит из нескольких этапов:
- Стальные плоские заготовки разрезают на узкие полоски.
- Их сваривают встык с образованием длинной ленты и наматывают на барабан.
- По мере необходимости лента передается на прокатный стан, где сворачивается в заготовку круглой формы.
- Ее края сваривают, обычно при помощи индукционных токов.
- Заготовку пропускают через вальцы, которые придадут ей требуемую форму.
Проще и дешевле обойдется вальцевание готовых круглых труб.
Чтобы снять у металла внутренние напряжения, профилированные изделия после холодной деформации прокаливают и оставляют остывать. В случае, когда запланировано задействовать в строительстве самодельные профтрубы, необходимо их прогревать. Допускается использование даже таких простых способов, как применение паяльной лампы или сварочного трансформатора.
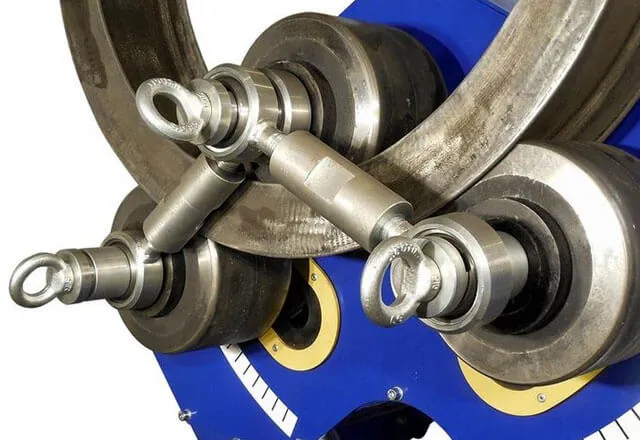
Трубогибы
При помощи механических или электрических вальцов можно выгнуть трубную продукцию в дугу. Простейший станок для завальцовки труб состоит их двух опорных валов, рукоятки, которая приводит изделие в движение, и деформирующего вала, имеющего винтовую подачу. При этом такие устройства могут быть снабжены электромоторами.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.