
Какие бывают горелки для пайки медных труб и как их использовать
Содержание:
Что нужно для пайки
Разновидности газовых горелок
Газовые горелки со стационарными и одноразовыми баллонами
Выбор горелки
Правила пайки
Алгоритм пайки медных труб
Основная задача во время обустройства трубопровода — гарантировать надёжное соединение составляющих элементов конструкции. Самым простым и надёжным способом долговечного соединения труб является капиллярная пайка, выполняемая при помощи соответствующих инструментов — паяльника для медных труб, трубореза, фаскоснимателя и расширителя. Вместо паяльника можно использовать газовую горелку для пайки медных труб, а в отдельных случаях строительный фен или простой паяльник.

Способы пайки труб и виды припоев
Суть процесса пайки заключается в скреплении элементов обустраиваемой конструкции с помощью добавления между ними расплавленного скрепляющего вещества — припоя. После остывания соединение получается неразборным, припой для пайки меди твёрдо фиксирует детали.
Температура, при которой плавится припой, должна быть ниже, чем соответствующий параметр скрепляемых элементов, причём капиллярный эффект позволяет достичь равномерного укладывания припоя по всей площади соприкосновения деталей.
Дополнительно для улучшения адгезии (поверхностного сцепления) элементов можно использовать флюсы и предварительно очищать поверхности.
Пайка медных трубок может осуществляться двумя способами:
- При низкой температуре. Метод подходит для обустройства бытовых коммуникаций. Используется или твёрдый припой, разогретый свыше температуры 450°С, или мягкий — до 400°С.
- При высокой температуре. Нужен для обустройства систем, подвергающихся большим нагрузкам. Температура применяемого припоя достигает 600-900°С.
Мягкие припои — это проволоки из легкоплавящихся металлов (олова, свинца, их сплавов; иногда добавляются серебро и другие элементы). Диаметр такой проволоки — 2-3 мм.
Твёрдые припои представляют собой стержни, характеризуются повышенной температурой плавления и способностью выдерживать высокое давление во время работы системы.
Особенной популярностью пользуются самофлюсующиеся припои из меди и фосфора с добавлением серебра. Такие вещества имеют улучшенные показатели деформации, они достаточно жароустойчивы (вплоть до 200°С), текучи, не провоцируют возникновение коррозии соединяемых элементов. Кроме того, такие соединения экологически безопасны. Благодаря присутствию в составе фосфора температура плавления меди уменьшается до 750°С; кроме того, эта смесь характеризуется одинаковыми температурными коэффициентами расширения с медью, а значит, конструкция не будет испытывать перегрузок в местах наложения швов.
Что нужно для пайки
Перед началом работ необходимо убедиться в наличии следующих устройств и веществ:
- инструменты для подготовки труб;
- флюс и припой для пайки медных труб;
- паяльник, газовая горелка или другие аппараты для подготовки припоя.
На первой стадии необходимо должным образом подготовить элементы будущей конструкции: с помощью трубореза обрезать трубы до нужной длины, посредством фаскоснимателя создать на концах изделий ровные фаски без заусенцев, используя труборасширитель, подогнать диаметр одной трубы так, чтобы в неё входила вторая.
Фаскосниматели выполняются в форме карандашей или круглыми. Последний вариант удобнее, но стоит дороже, а максимальный диаметр обрабатываемой поверхности — 3,6 мм.
Перед тем, как расширять трубу, её надо предварительно прогреть или отжечь, иначе неизбежны многочисленные механические повреждения, угрожающие дальнейшей герметичности трубопровода.
Изнутри трубы чистят с помощью ёршиков или мягких губок, снаружи — посредством щёток.
На сопло горелки для пайки медных труб надевается рефлектор, помогающий избежать теплопотерь и не допустить воспламенения находящихся поблизости горючих соединений. Поверхность пайки необходимо нагревать равномерно.
Разновидности газовых горелок
В целом, несмотря на широкий выбор горелок, все они состоят из одного набора базовых элементов:
- приспособления для фиксации и удержания баллонов с газом;
- форсунки;
- головки прибора;
- регулятора поступления газа, позволяющего избежать перерасхода топлива или недостаточного нагревания рабочей поверхности;
- редуктора горелки.
Кроме того, в зависимости от фирмы-производителя и марки изделия, горелки могут обеспечиваться дополнительными элементами, такими как наконечники, переходники и другие.

По температуре разогревания рабочей среды горелки подразделяются на:
- бытовые изделия (достигается температура горения газа 1000-1500°С);
- промышленные газовые горелки (соответствующий параметр — 1500-2000°С).
В зависимости от того, какая газовая смесь используется во время работы прибора, горелки подразделяют на:
- пропановые — самые распространённые инструменты, бывают универсальными и специального предназначения; характеризуются возможностью поджига с использованием пьезоэлементов и экономии поступающего газа;
- использующие MAPP-газ — их отличительная особенность — повышенная энергия сжигания газа при сохранении мягкости пламени, препятствующем повреждению трубы;
- ацетилен-кислородные — могут быть оснащены одноразовым газовым баллоном или работать стационарно; используются при работах на магистралях.
Для соединения припоем угловых конструкций и замыкающих элементов трубопровода используются газовые паяльники для медных труб.
Газовые горелки со стационарными и одноразовыми баллонами
Наиболее удобны для проведения работ горелки, оснащённые одноразовыми съёмными газовыми баллонами. В качестве топлива для таких горелок используются пропан, ацетилен и другие газовые смеси. Регуляция поступления газа на горение производится с помощью вращения расположенного на ручке горелки вентиля.
Достоинства горелок с одноразовыми баллонами:
- лёгкость переноски — горелку и баллон можно компактно уложить и перенести в любое место;
- простота использования — с инструментов удобно принимать необходимые для работы положения тела;
- отсутствие потребности в источнике электроэнергии;
- многозадачность — на одну рукоятку возможно крепить несколько разных сопел;
- возможность регулирования интенсивности пламени, следовательно, скорости нагревания элементов и припоя;
- безопасность работы — достигается за счёт использования обратных клапанов, в случае необходимости перекрывающих поступление газа;
- хороший результат пайки при соблюдении необходимых условий эксплуатации оборудования.

Недостаток таких устройств — необходимость замены баллона после каждого процесса пайки.
Преимущество стационарных горелок — более высокая температура пламени, при которой возможно расплавить большинство металлов и сплавов и получить соединение высокого качества.
При использовании горелок для пайки медных труб твердым припоем диаметр соединения можно уменьшить в два раза. В большинстве случаев рекомендуется для такой пайки выбирать ацетилен-кислородные устройства.
Выбор горелки
Инструмент следует выбирать в зависимости от предполагаемой сферы использования (коммерческого или в частном порядке), применения (пайки изделий, разрезания, прогревания, термической обработки, проведения работ на ветру), предпочитаемой фирмы (на рынке представлены изделия известных и не очень производителей из многих стран) и финансовых возможностей. Разумеется, чем больше цена, тем обычно выше качество горелки, но для частного пользования бывает достаточно и не очень дорогого инструмента.

Характеристики горелки, на которые надо обратить внимание при выборе:
- вид горелки — с инжектором или без него;
- мощность инструмента — чем больше, тем лучше;
- на каком топливе будет работать горелка — пропане, ацетилене и т.д.; некоторые горелки могут работать с несколькими видами газовых смесей, но они менее надёжны;
- назначение — для пайки, резки и т.п.;
- материалы, с которыми этой горелкой можно работать.
Правила пайки
Пайка медных трубок газовой горелкой — довольно опасная и ответственная процедура, требующая соблюдения некоторых правил:
- Перед началом работы нужно очистить поверхности соединяемых элементов от смазки, грязи и других посторонних веществ. Использовать царапающие материалы для этого нельзя.
- Чтобы воздух не проникал в шов, с целью улучшения плавкости припоя и поверхностного сцепления материалов на поверхность наносят высокотемпературные или низкотемпературные флюсы.
- Нагревать элементы конструкции нужно равномерно, не допуская перегрева припоя и материала труб, ухудшающего соединение;
- Между поверхностями соединяемых труб следует оставить зазор около 25-125 мкм;
- По окончании пайки флюс во избежание коррозии нужно удалить.
Алгоритм пайки медных труб
При использовании мягкого припоя порядок действий следующий:
- Подготавливают предварительно расширенную трубу и вторую, вставляемую в первую, стык в стык, дополнительно удостоверяясь в точности работы и наличии небольшого зазора между элементами.
- На место соединения тонким слоем с помощью кисточки наносят флюс.
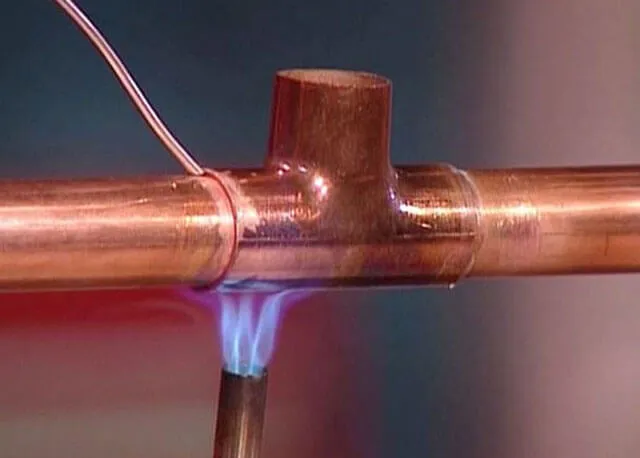
- Горелкой равномерно прогревают элементы будущей конструкции до 300-400°С, ориентируясь на оттенок флюса: когда он меняет цвет на более тёмный, можно приступать к последней стадии и вносить припой.
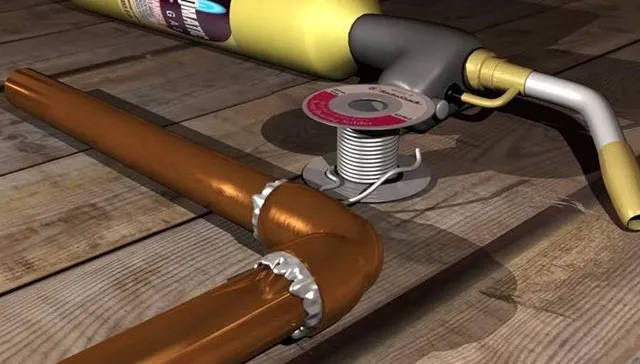
- Конец проволочного припоя заводят в зону стыка изделий, он плавится и продвигается по флюсу к месту образования шва. Для равномерности заполнения припоем зазора трубы во время работы с небольшой постоянной скорость поворачиваются вокруг собственной оси.
- После окончания пайки готовому соединению дают остынуть, флюс удаляют с поверхности изделий.

Применение твёрдого припоя проводится в таком порядке:
- Собирается, как и в первом случае, стык труб, после чего обрабатывается флюсом.
- Соединяемый узел прогревается и устанавливается на жаропрочную поверхность.
- На место крепления наносится подогреваемый грелкой припой. Его тоже нужно наносить равномерно, избегая перегревания конструкции.
- Соединение поворачивается вокруг оси для равномерного заполнения припоем шва.
- Спаянное соединение оставляется на месте до остывания, после чего остатки флюса удаляются.
Крайне важно соблюдать на всём протяжении работы технику безопасности: использовать защитные рукавицы, очки и другие элементы, не проводить работы с горелкой вблизи легковоспламеняющихся веществ.
Процесс пайки труб в целом несложен, его можно проводить как с участием специалистов, так и самостоятельно.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.