
Какой припой для пайки медных труб лучше использовать, виды и особенности материалов
Содержание:
Особенности физико-химических процессов
Пайка медных труб
Как выбрать припой
Плюсы и минусы разных видов припоев
Областью применения медной трубной продукции являются самые разные отрасли. По трубопроводам, сделанным из нее, транспортируют газ, продукты нефтепереработки, воду и другие среды. Для монтажа магистралей задействуют припой для сварки медных труб.

Условия, в которых эксплуатируются такие трубопроводы, могут быть разными – они оказывают влияние на выбор вида припоя для соединения элементов конструкции.
Что такое пайка и припой?
Припой – это сплав либо металл, который применяют для стыковки отдельных металлических деталей, чтобы обустроить единую систему. Технологию соединения двух частей в цельную конструкцию принято называть пайкой.
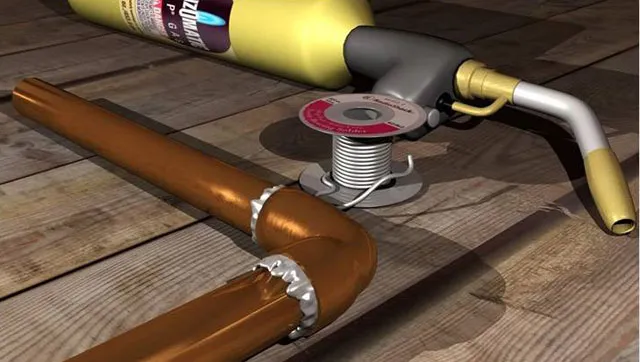
Поскольку припои задействуют во многих отраслях, их выпускают в виде разнообразных форм – это может быть проволока, прутки, фольга и т.д. Химический состав припоя для пайки медных труб напрямую зависит от температурного режима плавления, от вида используемых элементов, от их параметров и прочих нюансов.
Основой припоя бывают такие химические элементы:
- медь;
- серебро;
- олово;
- цинк;
- свинец;
- сурьма.
У припоя температурный режим плавления должен быть более низким, чем у металлов, из которых произведены стыкуемые детали, слегка нагреваемые в процессе пайки и не поддающиеся деформации. Пайка считается более выгодным способом соединения по сравнению со сваркой.

Припои в соответствии с температурой плавления бывают нескольких видов:
- Легкоплавкими – от 150 до 450 градусов.
- Среднеплавкими – не выше 1100 градусов.
- Высокоплавкими – до 1850 градусов.
Первый вид припоев задействуют для мягкой пайки, а второй и третий – для твердой.
Что нужно для пайки медных труб? При соединении изделий помимо припоя требуется флюс. Он необходим для защиты скрепляемых поверхностей от процесса окисления. Чтобы соединение получилось прочным, необходимо правильно выбрать и припой, и флюс. Целью использования припоев является получение надежного шва. Часто без него невозможно обойтись при стыковке труб разного назначения, включая медные изделия.
Особенности физико-химических процессов
При проведении пайки припой сначала нагревается и смягчается, а затем приобретает жидкое состояние. Данный температурный промежуток называют зоной плавления. Скрепляемые части при пайке нагревают, но до жидкой консистенции не доводят. Стадия сплавления жидкого припоя наступает, когда степень его нагрева превышает температуру плавления, называемую рабочей.
Припой, находясь в расплавленном состоянии, смачивает соединяемый металл и растекается, благодаря чему ликвидируются щели между стыкуемыми участками труб.

Период, в течение которого нагревается место соединения, а потом припой кристаллизируется, приобретая твердое состояние, как правило, равно 4 -5 минут. При этом паяльник должен выделять столько тепла, чтобы в течение двух минут нагрева жидкий припой успевал вступить в реакцию со стыкуемыми поверхностями. Только при соблюдении данных условий флюс и детали не успеют перегреться.
При выполнении пайки припой и соединяемые участки вступают во взаимодействие. Нужно отметить, что природа возникающих при пайке процессов досконально не изучена. На стыкуемых поверхностях происходят диффузные, растворно-диффузные и разные химические процессы, связанные с взаимодействием, возникающим между жидким припоем и медными изделиями. После заполнения всех щелей образуется сверхпрочное соединение элементов.
Пайка медных труб
По причине того, что медь слабо подвержена коррозийным процессам, она легко поддается пайке. С нею в процессе стыковки лучше всего контактируют олово, серебро, другие сплавы и металлы.
Для соединения медных изделий задействуют капиллярную пайку. Она основана на способности жидкости за счет адгезии перемещаться по узким каналам, в том числе и против направления действия силы тяжести. Благодаря явлению капиллярности, припой способен равномерно заполнить зазоры вне зависимости от того, каким образом располагаются трубы.
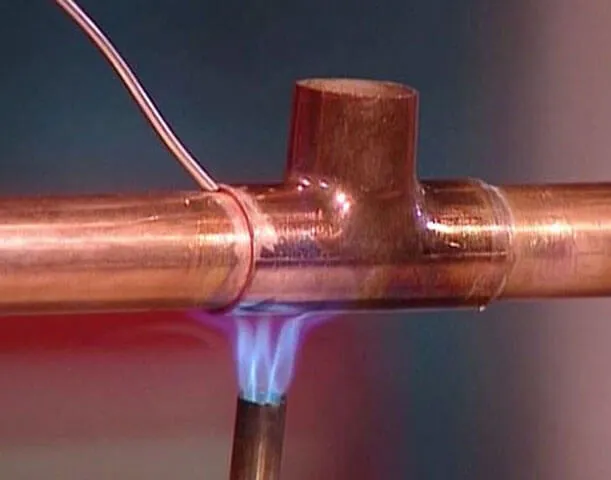
Процесс пайки при этом может происходить с использованием легко-, средне – и высокоплавких припоев. За счет первого вида выполняют низкотемпературную пайку, а двух других – высокотемпературную. В основе выбора припоя лежат условия, в которых будет эксплуатироваться готовый трубопровод.
К легкоплавкому виду, еще называемому мягким припоем для пайки медных труб, принадлежит олово и сплавы с ним: оловянно-медные, оловянно - серебряные, оловянно-медно-серебряные. К такому же типу принадлежат припои, главным компонентом в которых является свинец, но они токсичны и по этой причине их нельзя использовать при прокладке трубопроводов для подачи питьевой воды. Читайте также: "Как правильно паять медные трубы – материалы и инструменты, правила выполнения работ".
Как выбрать припой
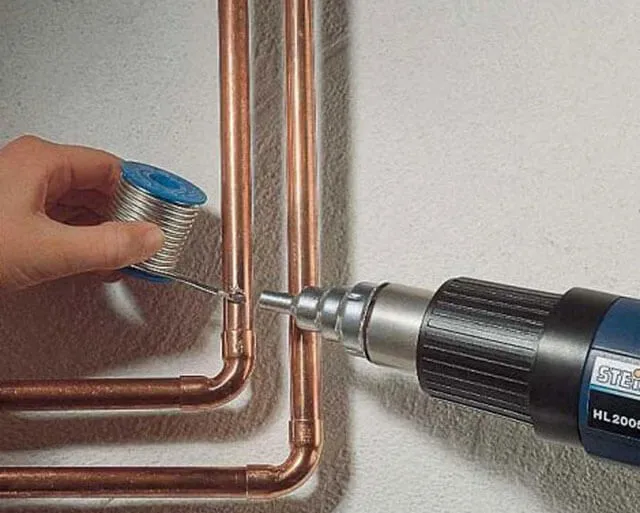
Невзирая на то, что мягкие припои считаются недостаточно прочными, при применении капиллярной сварки можно получить качественную сантехническую конструкцию. Легкоплавкие припои используют для стыковки медной трубной продукции диаметром 6 –180 миллиметров. Им отдают предпочтение потому, что они работают при невысоких температурах. Дело в том, что медь при высоких показателях температуры способна потерять прочность.
Все припои, принадлежащие к средне- и высокоплавкому виду, относятся к твердому типу. Для высокотемпературной пайки изделий из меди применяют припои на основе меди, серебра и других металлов. Благодаря их использованию, получается шов, отличающийся прочностью и устойчивостью к действию повышенного давления и высоких температур.
Среди них наиболее востребованы:
- медно-фосфорные;
- медно-серебряно-фосфорные;
- серебряные.
В последнем случае требуется не только припой, но и флюс паста для пайки медных труб.
Плюсы и минусы разных видов припоев
Важное преимущество, которым обладают твердые припои, напрямую связано с прочностью получаемых швов и их устойчивостью к высоким температурам. При помощи высокотемпературной пайки выполняют стыковку труб из меди, имеющих диаметр от 6 до 159 миллиметров. При прокладке водоснабжающих магистралей сечение трубной продукции, соединяемой таким типом пайки, не может быть менее 28 миллиметров.

Перед тем, как приступить к созданию медного трубопровода, следует убедиться в отсутствии на поверхности каких-либо дефектов, которые довольно часто можно обнаружить при нарезке труб. Надежность швов во многом зависит от чистоты изделий, которые используют в рабочем процессе. Для продукции диаметром 6-108 миллиметров ширина места соединения может быть 7-50 миллиметров.Как показывает практика, из мягких припоев для стыковки медных труб наибольшей популярностью пользуется оловянно- медный, а среди твердых – часто задействуют медно-фосфорные. У разных фирм технология их изготовления и процентный состав компонентов отличается.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.