
Какая сварка водопроводных труб лучше – виды и особенности сварки
Содержание:
Особенности сварки водопроводных труб
Сварочные работы встык
Обработка кромок
Первоначальный нагрев труб
Ручная дуговая сварка
Сварка труб с водой
Всю трубопроводную арматуру можно воедино собрать сваркой. Такое крепление считается одним из самых надежных, не требующих внедрения дополнительных приспособлений. Сварка водопроводных труб − явное подтверждение сказанному выше.

Виды сварки
Технологический процесс сваривания составляющих трубопроводной арматуры может быть:
- термическим;
- термомеханическим;
- механическим;
- электромеханическим.

В свою очередь, термическая сварка, которая в действительности представляет плавление, классифицируется как:
- лазерная;
- электронно-лучевая дуговая;
- газовая;
- плазменная и т.д.
Благодаря магнитоуправляемой дуге, можно выполнить термомеханическое сваривание. Последнее бывает стыковым контактным.
Особенности сварки водопроводных труб
Механический процесс сварки можно произвести способом трения и взрыва.
Согласно категории носителя, сварочные методы классифицируются по типу:
- лазерных;
- газовых;
- дуговых;
- плазменных.
Согласно требованиям получения стыковочного шва, сварка бывает:
- свободной;
- принудительной.
Защитить зону сварки можно при помощи:
- газов;
- проволоки-электродов;
- флюса.

Технологический процесс сварки постоянно автоматизируется и механизируется, поэтому классифицируется, как:
- ручной;
- автоматизированный;
- механизированный;
- роботизированный.
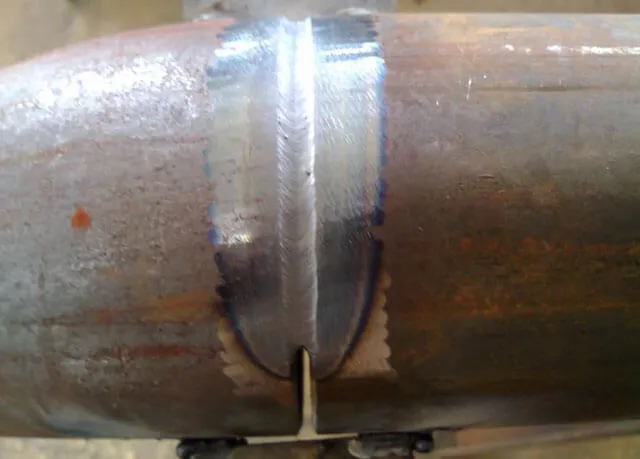
Сварочные работы встык
Если вы стыкуете изделия из нержавейки, то лучше применить дуговой способ. При сварке трубы с водой, являющейся частью единой магистрали, в 60 процентах случаев специалисты прибегают к автоматическому дуговому варианту под флюсом.
Если по каким-то причинам механический метод недопустим, то сваривание изделий лучше выполнить ручным дуговым. Тогда шов может принимать всевозможные положения в пространстве: быть вертикальным, нижним, потолочным. При механическом либо автоматизированном способе сварки электроды движутся по окружности совмещения. Их скорость достигает 8-20 м/ч, при ручном варианте − 20-60 м/ч.
При наличии газовой защиты можно воспользоваться:
- активными и инертными газами;
- их одновременным смешением.
В данной ситуации электродом может быть как плавящийся, так и неплавящийся инструмент.
К дуговому методу с газовой защитой прибегают, когда арматура водопровода стыкуется в разных положениях.
Обработка кромок
Перед тем, как варить трубы отопления, потребуется обязательная их проверка на наличие сертификатов качества, соответствие ТУ и монтажному проекту. Необходимо тщательно проверить, отличаются ли кромки соединительной арматуры трубопровода по форме и размерам. Если нет, то необходимо достигнуть данных характеристик путем дополнительной мехобработки.
Для этой цели по трубам небольшого диаметра можно пройтись фаскоснимателями, торцевателями, труборезами или шлифовальными машинками. Если диаметр трубного изделия большой, то лучше воспользоваться гидроабразивной резкой, фрезерным устройством или шлифовальной машинкой.
При обязательных захлестах или врезке катушек можно прибегнуть к термическим методам сварки, например:
- воздушно-дуговой резке с последующей шлифовкой изделия на величину не более полмиллиметра;
- газокислородной с дальнейшей обработкой краев абразивом;
- резке и строжке особыми электродами без мехобработки;
- воздушно-плазменной резке с обработкой, не превышающей миллиметр.
Особое внимание необходимо обратить на обязательную очистку труб от мусора перед монтажом и дальнейшую обработку краев и прилегающей плоскости до десяти миллиметров.
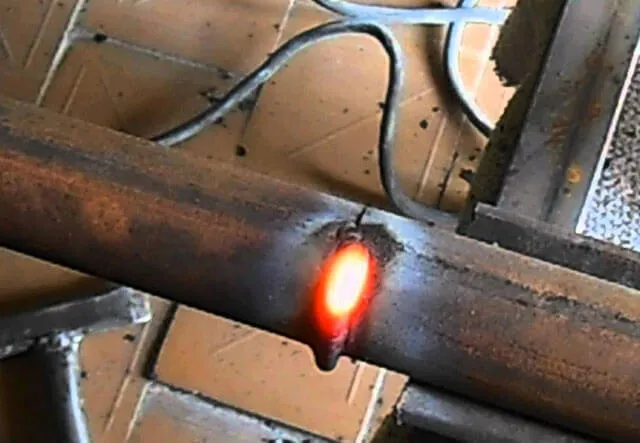
Первоначальный нагрев труб
Благодаря стартовому подогреву, можно добиться правильной терморегуляции в ходе сварочных работ. При этом скорость охлаждения металлических изделий взаимосвязана с характеристиками сварочного шва при температуре 500-800°С.
Если по окончанию процесса сварки материал трубы быстро охладится, то получится достаточно прочная, но не пластичная структура.
При желании можно менять скорость охлаждения кромок, но для этого потребуется:
- корректировка их первоначальной температуры;
- подогрев;
- учет толщины стенок составляющих водопровода.

С помощью первоначального подогрева создаются комфортные условия для активной эвакуации из сварочной зоны и стыка диффузионного водорода, а также изделие более защищено от возникновения трещин.
При корректном определении нужной температуры первоначального подогрева особое внимание следует уделить таким параметрам, как:
- структура материала;
- толщина стенки;
- температура наружного воздуха;
- разновидность покрытия электрода.
Подогрев и поддержание стабильной температуры в месте сварочного стыка обеспечивают газовые или электронагреватели. Местом нагрева называют площадь изделия, составляющую около 75 мм от стыка в каждую сторону.
Ручная дуговая сварка
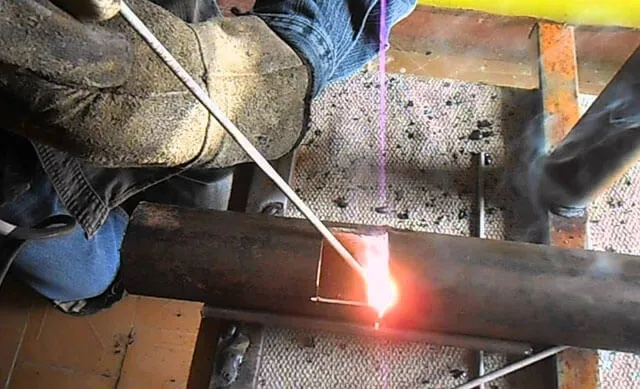
Чтобы понять, как варить трубу с водой, лучше воспользоваться ручным дуговым способом. В ходе этого процесса совмещаются некоторые секции или составляющие единой трубопроводной арматуры, можно перейти через всевозможные барьеры, крановые узлы, захлесты, катушки, отводы и др.
Выбор числа электродов находится в прямой зависимости от разновидности самих инструментов и объема металла, подлежащего плавлению. Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Перед процедурой нужно, определившись с правилами эксплуатации и маркой стали, правильно подобрать материалы. Затем сделать грамотный выбор оборудования, методики и плана дальнейших действий. Нередко размер поперечного сечения и толщина стенки находятся в прямой зависимости от этих параметров.
Сварка труб с водой
В этой ситуации приемлемы три варианта, непосредственно зависящие от вида электродов, которые могут быть:
- газозащитные;
- с покрытием.
Сварочные работы могут проводиться и с одновременным использованием двух видов электродов: первым − газозащитного типа, которым нужно пройти у корня стыка и в горячем проходе; вторым − с покрытием − для облицовочных и заполняющих изделий.
При ведении сварочных работ с помощью электродов газозащитного типа движения колебательного типа отсутствуют, а край инструмента для сварки опирается на края трубного изделия. Работы осуществляются под напряжением от 75 В.

Если диаметр электрода 3,25 мм, то сила тока может быть 110 ампер, если 4 мм, то 120 ампер в полувертикальном положении и 160 ампер − в нижнем. В остальных случаях сила тока может варьировать от 100 до 140 ампер. При этом скорость сварки колеблется от 16 до 22 м/ч.
Ведение сварочных работ с электродом с покрытием происходит, в противоположность первому варианту, с колебательными движениями снизу вверх. От ширины разделения шва зависит величина амплитуды. Нередко, когда требуется много сварки одновременно на разных участках, прибегают к услугам нескольких специалистов, применяющих поточно-расчлененный способ. При крупногабаритных трубных изделиях сварочные работы могут выполнять даже четыре работника. Если же в наличии только пара людей, то лучше вести разносторонние действия снизу вверх от надира. Затем каждый следующий слой смещать от низа оборудования примерно на 50-60 миллиметров.
Соблюдая все наши рекомендации, вы поймете, как правильно варить трубы отопления, а сам процесс вам не покажется трудновыполнимым.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.