
Виды сварки труб ПВХ, преимущества и недостатки способов
Содержание:
«Холодная» сварка
Стыковая сварка
Муфтовая сварка
Электромуфтовая сварка
Что нужно знать при сварке пластиковых труб
При работе с любой разновидностью трубных изделий неизбежно возникает потребность в соединениях между ними. Не являются исключением и пластиковые поливинилхлоридные трубы, одним из основных способов соединения между которыми является сварочный процесс.
Сварка труб ПВХ не является особо сложным делом, однако для того, чтобы соединение было надёжным и прочным, проводить её надо в соответствии с инструкцией и рекомендациями квалифицированных специалистов.

Разновидности методов сварки ПВХ труб
Существует несколько различных вариантов сварки поливинилхлоридных труб, с особенностями которых следует ознакомиться до того, как варить трубы ПВХ:
- «холодная» сварка;
- стыковая сварка;
- муфтовая сварка;
- электромуфтовая сварка.
Первый способ рекомендуется исключительно для монтажа трубопроводов с невысоким рабочим давлением, остальные же являются универсальными и могут быть использованы при прокладке пластиковых трубопроводов в любых ситуациях.
«Холодная» сварка
Данный метод соединения ПВХ труб отличается максимальной простотой в осуществлении. Термин «сварка» применяется к нему весьма условно: по сути, он представляет собой раструбное клеевое соединение. В целях его выполнения используются специальные разновидности клея для пластиковых материалов.
Независимо от марки такого клея, в состав его всегда входит основа из самого поливинилхлорида, растворённого в циклогексаноне, тетрагидрофуране и метилэтилкетоне (прочитайте: "Какой клей для ПВХ труб выбрать – преимущества и недостатки видов"). При высыхании клея растворители испаряются, после чего полимерные структуры ПВХ материала труб и клея переплетаются между собой. Это приводит к формированию прочного комплекса с цельной структурой.
С целью достичь максимальной эффективности соединения используются также различные присадки, добавляемые в клей. Их применение даёт возможность регулировать вязкость клеевой смеси и время затвердевания соединения.
Обычно холодная сварка труб ПВХ может осуществляться при температурах +5 – +35 ˚С, однако существуют морозостойкие разновидности клея, позволяющие производить монтаж даже при -17 ˚С. Летом выполнять манипуляции следует как можно быстрее, чтобы высыхание клея не произошло раньше времени.
Этапы выполняемых работ:
- Отрезается участок трубы требуемой длины.
- Снимается фаска под углом в 15˚.
- Соединяемые участки труб тщательно очищаются от любых загрязнений и пыли.
- Клей равномерно наносится кистью на сочленяемые поверхности.
- Труба быстро вставляется в раструб и поворачивается на 90˚, чтобы обеспечить ещё более ровное распределение клея.
- Соединяемые элементы фиксируются примерно в течение полминуты, неподвижно удерживаясь руками.
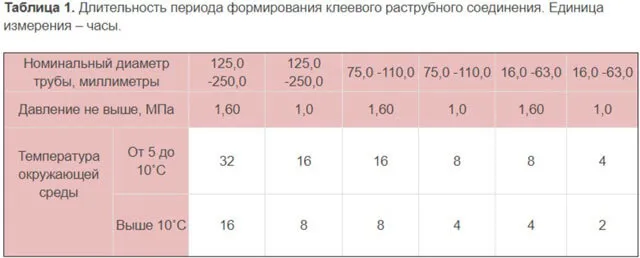
Все манипуляции после нанесения клея должны в сумме занять не более одной минуты, поскольку примерно за такое время клей высыхает. Однако для полного формирования надёжного монолитного соединения требуется от нескольких часов до 1-2 суток. Чем больше планируемое рабочее давление в трубопроводе и чем ниже температура окружающей среды, тем большим должно быть время выжидания, по завершении которого пластиковый трубопровод можно считать готовым к работе.
Стыковая сварка
Это один из популярных способов соединения между полимерными трубами, однако для труб ПВХ такой метод применяется реже, чем для изделий из прочих полимеров. Это связано с тем, что время, отводимое на сварочный процесс, в случае пластиковых труб сильно ограничено и исчисляется буквально секундами. Чтобы за такой короткий период успеть всё правильно сделать, требуется немалое мастерство в работе, чем может похвастать далеко не каждый.
Для осуществления сварки встык требуется специальный ручной сварочный аппарат для ПВХ труб и насадки к нему. Сами трубы перед соединением разрезаются специальными ножницами, которые должны обладать хорошей остротой (иначе разрезка приводит к деформациям стенок изделий).
Этапы стыковой сварки:
- Производится нарезка труб на отрезки требуемой длины.
- Торцы труб очищаются от загрязнений и жира.
- На трубы наносятся метки и производится их торцевание со снятием фаски.
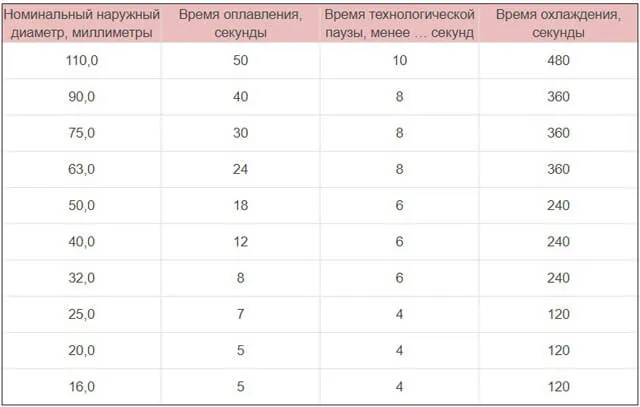
- Соединяемые участки изделий, надетых на сварочный аппарат, нагреваются до нужной температуры (для изделий из поливинилхлорида она составляет +250 ˚С).
- Свариваемые изделия быстро соединяются между собой.
- Полученная конструкция охлаждается, и по истечении небольшого времени является готовой к эксплуатации.
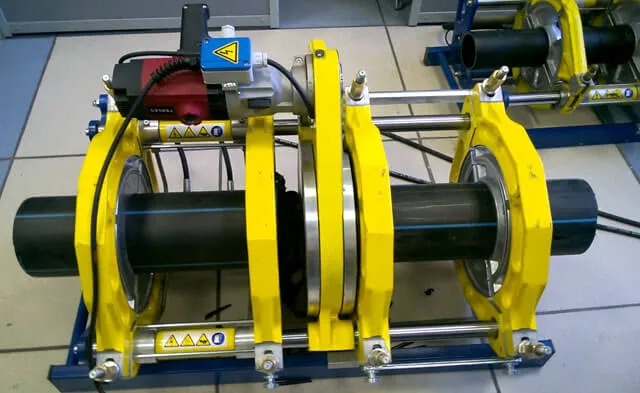
Муфтовая сварка
Метод муфтовой сварки является одним из наиболее востребованных при соединении труб из поливинилхлорида. Соответственно, информация о том, как сваривать ПВХ трубы таким способом, представляет значительный интерес.
Использование муфтовой сварки предполагает соединение трубных изделий между собой посредством фитингов: муфт, тройников, переходников и т. д. Большим преимуществом метода является его простота. В то же время определённым недостатком, препятствующим ещё большему использованию муфтовой сварки, можно считать некоторую дороговизну оборудования.

В целом, рабочий процесс сводится к тому, что концы трубы и муфты, вставляясь в сварочное устройство, разогреваются до необходимой температуры. После этого, по достижении требуемой пластичности, изделия снимаются с устройства, и труба вставляется в отверстие муфты, удерживаясь до затвердения с образованием монолитного соединения. Затем точно таким же способом другая соединяемая труба сваривается с противоположной стороны.
Как видно, процесс такой сварки в целом достаточно прост, однако для достижения прочности конструкции необходимо соблюдать определённые правила:
- Начинать и завершать разогрев трубы и муфты следует одновременно.
- Труба и муфта должны быть полностью насажены на нагревательные детали.
- По завершении разогрева, труба и муфта быстро снимаются с устройства, после чего соединяются так, чтобы закрыть наплывом поливинилхлорида предварительно сделанную отметку глубины соединения.
- Следует избегать даже малейших угловых отклонений и располагать изделия во время сварки по одной оси.
Метод муфтовой сварки труб ПВХ очень удобен, надёжен и прост, однако вследствие того, что оборудование для его осуществления имеется далеко не в каждом доме, по большей части он используется мастерами при обустройстве трубопроводных линий в жилищных объектах.
Электромуфтовая сварка
Данный способ соединения между ПВХ трубами является наиболее высокотехнологичным. Для его осуществления используются специальные пластиковые муфты, снабжённые встроенными спиралями. Спирали выполняют функцию нагревателей при подаче на них напряжения, расплавляя вокруг пластик.
Достоинствами подобной сварки являются быстрота, простота и надёжность монтажа. В то же время недостатки его – некоторая дороговизна оборудования и применяемых деталей, а также то, что способ неприменим для изделий с толщиной стенки более 4 миллиметров.
До начала процесса сварки следует тщательно очистить соединяемые торцы труб и прилегающие к ним участки от загрязнений, пыли, влаги и жира. Затем снимаются фаски с торцов, после чего трубы с обеих сторон вставляются в фитинг. Далее подаётся напряжение на спирали муфты, которые, разогреваясь, расплавляют пластик муфты и трубы. Помимо спиралей, муфта снабжается также особым штрих-кодом с заложенной технической информацией, благодаря чему по достижении нужной температуры происходит автоматическое отключение электропитания.
Нежелательно проводить процесс электромуфтовой сварки при температуре окружающей среды ниже +5 ˚С, поскольку это сопровождается удлинением времени нагрева и укорочением периода остывания. Результатом является хрупкость полученного соединения и его низкое качество.
Что нужно знать при сварке пластиковых труб
- Одной из частых ошибок при некоторых видах сварки ПВХ труб (стыковой, муфтовой) является введение трубы не до упора, что приводит к образованию зазоров в соединении и нарушению его герметичности. Чтобы избежать этого, следует прикладывать больше сил при стыковке соединяемых труб.
- В то же время, чрезмерное усилие также является нежелательным и может приводить к деформациям труб с нарушением качества соединения. Этого тоже следует избегать, а силу прикладывать с соблюдением меры.
- Для «холодного» соединения рекомендуется приобретать качественные марки клея от известных производителей, например Griffon (Голландия), CH (Испания), Gebsoplast (Франция), Cepex (Испания), Tangit (Германия) и прочие. Несмотря на более высокую цену такой продукции, надёжность и качество соединения являются достаточной компенсацией за понесённые расходы.
- Различные типы сварочного оборудования могут иметь некоторые отличия, а потому инструкцию по их эксплуатации следует заранее внимательно изучить, и затем тщательно соблюдать её.
- Работы должны выполняться скрупулёзно и ответственно, не пренебрегая такими нюансами, как точность разметки, соблюдение скорости выполнения работ, строгое расположение изделий по одной оси и т. д. Только в таком случае можно получить надёжное и качественное соединение, которое способно безупречно прослужить долгие годы без проблем и нареканий.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.