
Какое соединение полипропиленовых труб надёжнее – виды и особенности стыковки
Содержание:
Как стыкуют полипропиленовые трубы
Особенности резьбовой стыковки
Монтаж трубопровода из частей, имеющих разный материал изготовления
Соединения резьбой пластика и металла
Особенности сварных соединений
Как проводится раструбная сварка
Особенности стыковой сварки
Чтобы достичь высокого качества стыковки труб из пропилена, важно учитывать размеры их стенок. В таком случае даже соединения полипропиленовых труб с металлическими будет отличаться надежностью и долговечностью.
Как стыкуют полипропиленовые трубы
Существует два способа такого соединения:
- Резьба. Это относится к трубам PN 10, которые применяются для обустройства холодных водопроводов (до +20 градусов), и теплых полов (до +45 градусов). Также таким способом можно монтировать трубы PN 16: по ним обычно транспортируется холодная вода, имеющая высокое давление или теплоноситель системы отопления с небольшим давлением.
- Сварка. Таким образом соединяют трубы PN 20, рассчитанные на теплую воду до +80 градусов. Они отличаются большей толщиной стенок, при сравнении с двумя предыдущими вариантами. Также сваркой стыкуют армированные полипропиленовые трубы, применяемые для организации горячего водопровода и центрального отопления. Они рассчитаны на воду температурой до +95 градусов.
Одна из причин, почему полипропиленовые трубы так популярны – несложность любого типа их стыковки, которая под силу даже человеку без особых сантехнических навыков. Выбор способа соединения происходит по ситуации, с учетом технических возможностей и умения исполнителя.
Особенности резьбовой стыковки
Данный тип соединения реализуется резьбовыми фитингами, причем самостоятельная нарезка резьбы на полипропиленовых трубах невозможна. Чтобы достичь герметичности и долговечности такой стыковки, обычно применяют тефлоновую ленту и уплотнитель. Муфты для соединения полипропиленовых труб несложно приобрести в любом строительном магазине.

Перечень фитингов, использующихся для резьбовой стыковки:
- Паечная муфта
- Угольник на 45 и 90 градусов. Им можно стыковать любые диаметры труб.
- Угольник на три отвода. Диаметр труб должен быть одинаковым.
- Заглушка.
- Крестовина.
- Седло для вваривания. Им разветвляют трубопровод.
- Комбинированная муфта, где на накидной гайке имеется внутренняя и наружная резьба.
- Комбинированный тройник, имеющий накидную гайку и два типа резьбы.
- Комбинированный угольник, для фиксации смесителя и других приборов.
- Проходная водорозетка.
- Шаровой кран паечного, прямого и углового типа.
Монтаж трубопровода из частей, имеющих разный материал изготовления
Соединение полипропиленовых труб фитингами без сварки с металлическими реализуется переходными особыми фитингами, где одну сторону оснащают муфтой впайки для полипропиленовой трубы, а другую – резьбой (прочитайте: "Виды соединений труб без сварки – какие бывают, плюсы и минусы").
Кроме того, можно применить разборное соединение для полипропиленовых труб - американку, где есть муфта с металлической сердцевиной, или полипропиленовый штуцер. Читайте также: "Варианты соединения полипропиленовой трубы с металлической, преимущества и недостатки способов".
Соединения резьбой пластика и металла
Резьбовые соединения участков трубопровода из разного материала осуществляются при помощи деталей латунного типа, имеющих однотипные никелированные вставки, для закручивания которых потребуются затяжные ключи. Ответом на вопрос, как соединять полипропиленовые трубы, чтобы достигнуть абсолютной герметичности, является применение нити или ленты из тефлона.

Кроме того, для достижения высококачественной герметизации резьбовых соединений выпускается специальная уплотняющая паста. Для соединения труб существуют обжимочные фитинги, пресс-фитинги и самофиксирующиеся пуш-фитинги, производимые в Бельгии. Фитинги обжимного типа потребуют пары гаечных ключей. Для пресс-фитингов характерна большая надежность и герметичность, однако их монтаж осуществляется специализированным инструментом.
Установка пуш-фитинга проводится приспособлением для резки и калибратором, а материал изготовления данного переходника наиболее экологичный из всех изделий данного типа.
Особенности сварных соединений
Для сварных соединений характера неразъемность, так как плавление способствует перемещению макромолекул из одного соединяемого отрезка в другой. Такое явления называют взаимной диффузией. Так как электрический сварочный аппарат плавит детали, имеющие идентичные свойства, это приводит к их органичному соединению.
Перечень необходимых приспособлений и материалов:
- Специальный паяльник.
- Ножовка по металлу.
- Ножницы, рулетка.
- Набор полипропиленовых труб и фитингов – соединительных муфт, углов, кранов, фум-лент. Читайте также: "Какие полипропиленовые трубы и фитинги стоит использовать – обзор ассортимента".

В конструкцию сварочного аппарата данного типа входит нагревательный стержень и специальные насадки диаметром 16-40 мм. Затухание индикаторной лампочки свидетельствует о достижении оптимальной температуры +260 градусов, на что обычно уходит до 15-ти минут нагрева. Если в помещении температура воздуха опускается ниже нуля, сварочные работы лучше не проводить. Читайте также: "Как соединить полипропиленовые трубы – обзор проверенных способов стыковки".
Когда требуется соединить трубы небольшого диаметра, используется раструбная сварка. В остальных случаях работы проводятся стыковой сваркой, где не нужны дополнительные детали.
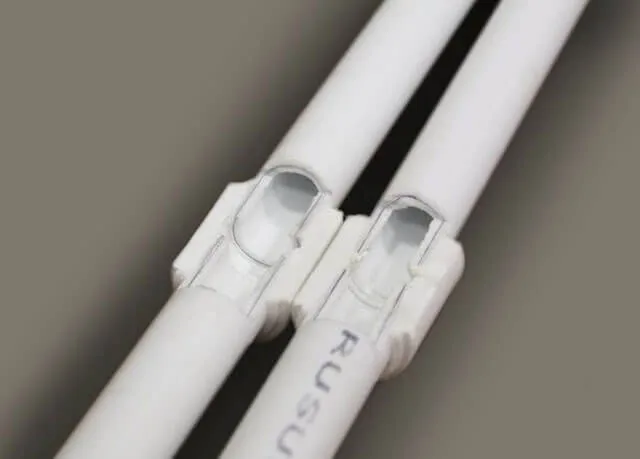
Как проводится раструбная сварка
Стыковка полипропиленовых труб раструбной сваркой начинается с нарезки отдельных участков под углом 90 градусов. При нанесении метки к раструбной глубине добавляют 2 мм, после чего детали разогревают до нужной температуры. Чтобы соединить пропилен и алюминиевую прослойку, потребуется специальное отверстие с перфорацией, что послужит повышению прочности трубы.

Используя фитинг с латунной или хромированной вставкой, трубы можно надежно соединить с любым стальным или сантехническим элементом. Чтобы зачищать детали, оснащенные армировкой, лучше воспользоваться специальным инструментом – шейвером.
Особенности стыковой сварки
Как соединить полипропиленовые трубы между собой, используя сварку стыкового типа? Для этого их стенки должны быть не толще 4-х мм. Первым делом участки стыковки торцуют, чтобы они стали полностью параллельными.
Далее следует процесс нагревания и стыковки, для точности которой имеются специальные направляющие. Во время сварочных работ важно проветривать помещение.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.