
Какие бывают утюги для пайки труб – варианты, преимущества и недостатки, способы использования
Содержание:
Какие бывают утюги для сварки полипропиленовых трубТехнические характеристики
Страны-производители
Устройство и комплектация утюга
Как проводятся сварочные работы полипропиленовых труб
Рекомендации по эксплуатации
На смену металлическим трубопроводам в системах подачи воды и отведения канализационных стоков приходят полипропиленовые изделия, которые характеризуются длительностью эксплуатации и простотой установки. Для стыковки отдельных участков такого водопровода между собой существует специальный утюг для спайки пластиковых труб: качество полученных с его помощью стыков будет такое же надежное, как и сплошные промежутки.

Какие бывают утюги для сварки полипропиленовых труб
Данные приборы могут быть ручного или механического типа. Механическими утюгами в основном комплектуются различные строительные организации, которые занимаются установкой коммуникационных и инженерных систем, а также их переоснащением. При помощи этой стационарной разновидности оборудования выполняется сварка труб из полипропилена значительного диаметра. Переносной утюг для пайки труб подойдет для решения небольших бытовых проблем: чаще всего речь идет о стыковке изделий диаметром до 50 мм. Конструкция такого паяльника очень проста.
Она состоит из расположенного по его оси нагревательного стержня и комплекта насадок, под различные диаметры труб и фитингов. Источником для питания нагревательного элемента выступает обычная электрическая сеть в 220 В: именно с его помощью полимерные изделия разогревают до нужной температуры.
Лучше всего, если в подобной работе будут участвовать два человека, один из которых будет нагревать трубы паяльником, а второй – соединять их.
Технические характеристики
При выборе подходящего прибора для пайки труб следует учитывать следующие параметры:
- Мощность. Важнейший технический показатель, оказывающий прямое влияние на качество работы инструмента. С его помощью определяется не только максимальные размеры соединяемых труб, но также то, сколько утюг для сварки труб будет нагреваться, и какой температурой можно оперировать во время работы. Если речь идет о трубах диаметром до 100 мм, то наиболее оптимальным показателем мощности будет 850 Ватт. Изделия данного типа являются самыми популярными для использования дома. Что касается профессиональных инструментов, то они обладают мощностью в пределах 1,5-3 кВт, и более узкой специализацией. В целом разобраться, как их использовать, не составит большого труда. Чтобы рассчитать требуемую мощность паяльника, применяется простая формула, где показатель диаметра трубы умножают на 10: полученный результат и является минимальной мощностью в ваттах.
- Рабочая температура. Нижним пределом считается температура +230 градусов, но чтобы получать стыки хорошего качества, лучше брать утюг для ПВХ труб с рабочей температурой +260 градусов.
- Комплектация насадками. Утюг для труб из полипропилена может комплектоваться как основными, так и вспомогательными насадками. Лучше всего, если насадка под каждый конкретный диаметр будет представлена в двух экземплярах, чтобы можно было нагревать каждую соединяемую часть трубы отдельно. Как правило, паяльники профессионального типа могут совмещать одновременно две и даже три пары таких насадок, что дает возможность быстро выполнять значительные объемы работ. Данные приборы довольно дорогие. Чаще всего наборы насадок содержат наиболее типовые диаметры, которые имеют водопроводные и другие трубы.
Наиболее простые из них комплектуются насадками малых сечений, подходящих для сваривания бытовых трубопроводов. Однако более практичными считается использование средней комплектации прибора. Такие паяльники реализуются в чемоданах, где прилагается также 4-5 насадок, рассчитанных на обустройство магистралей диаметром 20-40 мм. Если утюг для спайки труб приобретается для осуществления постоянной профессиональной деятельности, то лучше сразу делать выбор в сторону устройств с другими типоразмерами насадок. В этом отношении наиболее оптимальным вариантом будет т.н. «набор профессионала».
Чаще всего насадки изготовляются из тефлона, обычного или металлизированного типа. Для последнего варианта характерен более продолжительный срок службы и высокая степень надежности. Очень важно наличие в комплекте специального футляра, где насадки будут храниться и оберегаться от негативных внешних воздействий. - Форма нагревательного элемента. Этот параметр имеет непосредственное влияние на число одновременно используемых насадок, что дает возможность значительно упростить работу с трубами различного диаметра.

Не секрет, что многие известные бренды практикуют сборку своей продукции на других континентах. Поэтому, покупая утюг для ПП труб, этот нюанс лучше уточнять: от него во многом зависит качество прибора.
Страны-производители
Список неофициального рейтинга инструментов по стране-производителю имеет следующий вид:
- Чехия. Такие чешские паяльники, как Дитрон, относятся к лидерам оборудования для стыковки полипропиленовых изделий. Для этого прибора характерно отменное качество и отличные функциональные характеристики. При этом цена на чешскую продукцию не очень высокая.
- Турция. Неплохая альтернатива чешским аналогам, однако перед покупкой конкретной модели лучше ознакомиться с отзывами на интернет-форумах. Турецкое оборудование может встречаться в очень разном качестве, поэтому желательно перестраховаться. Хорошо зарекомендовал себя утюжок для пайки полипропиленовых труб Candan: с его помощью можно соединять пластиковые трубопроводы диаметром 16-160 мм. Температурный режим рассчитан на показатели до +320 градусов, с полной комплектацией всех необходимых для работы инструментов. Этот прибор характеризуется хорошей надежностью, при невысокой себестоимости. Для паяльников Kalde характерна хорошая долговечность (от 3-х и более лет), а также привлекательный и удобный дизайн.
- Китай. Несмотря на устоявшиеся стереотипы относительно китайской продукции, когда дешевизна товара зачастую соседствует с его непредсказуемостью, отдельные модели приборов для пайки полипропиленовых труб все же достойны внимания. Чаще всего их выпускают европейские и отечественные производители, разместившие в Китае свои производственные мощности. Изготовление продукции на таких предприятиях осуществляется под собственным контролем качества. Среди подобных паяльных утюгов особенно выделяются Энергомаш и Sturm.

Особое внимание при совершении покупки уделяется сопроводительным документам. Также поможет внешний осмотр изделия, так как любые изъяны хорошо видны на его поверхности. Эти простые советы значительно снизят вероятность приобретения подделки.
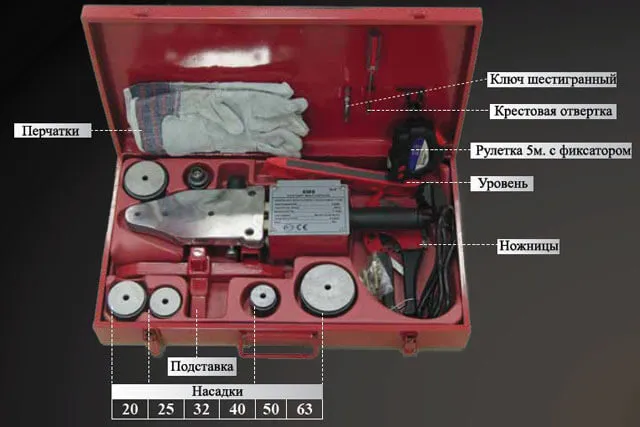
Устройство и комплектация утюга
Сварочный утюг для полипропиленовых труб дает возможность достигать высокого качества стыковки отдельных участков магистрали. Вне зависимости от модели прибора, все устройства данного типа состоят из нагревательного элемента и системы регулировки температуры.
Кроме того, изделия комплектуются также вышеуказанными насадками и подставкой. Наряду с этим в продаже имеются полноценные монтажные наборы, в составе которых, кроме непосредственно паяльников и их комплектации, есть все необходимые инструменты для монтажных мероприятий данного типа.
Как проводятся сварочные работы полипропиленовых труб
Если требуется соединить между собой изделия с диаметром менее 63 мм, обычно применяется раструбная сварка. Это предусматривает оснащение мест стыковки специальными фитингами, а к ним уже приваривают трубы. Что касается элементов с большим диаметром, то для их стыковки применяют стыковую сварку.
В любом случае если речь идет о деталях диаметром свыше 40 мм, рекомендуется применять утюг для спайки труб с возможностью центровки.

Технология пайки включает в себя несколько этапов:
- Подготовка прибора. Паяльник должен быть установлен на ровной надежной поверхности, в непосредственной близости от места сварочных работ. Так как в аппаратах данного типа применяется равномерный нагрев, то специфика расположения нагревательного элемента не оказывает заметного влияния на температуру насадки. Для их установки в комплекте имеются специальные ключи. При помощи регуляторов выставляют нужный показатель рабочей температуры: в случае с полипропиленовыми трубами это +260 градусов. На разогрев прибора уходит примерно 15 минут. Работать в условиях минусовых температур запрещается.
- Подготовка труб. Свариваемые участки нужно обрезать под прямым углом, для чего применяют труборез или специальные ножницы. Полученный срез нужно почистить и обезжирить вместе с фитингом: для этих целей подойдет мыльный или спиртовой раствор. Детали должны хорошо просохнуть. Если речь идет о трубах PN 10-20, никакие дополнительные работы не требуются. В случае с PN 25 проводится дополнительное очищение верхних алюминиевых и полипропиленовых слоев. Также заранее создается схема соединения, с указанием всех габаритов и данных. Важно взять во внимание, что нагрев полипропиленовых труб может сокращать их размеры на 1-1,2 мм. Особо актуально это на этапе крепления фитинга.
- Нагревание деталей. Их нужно одеть на подходящие насадки, которыми снабжен утюг для пайки труб. Глубина сварки устанавливается специальным ограничителем, находящимся в гильзе под трубы. Для фитинга предусмотрен дорн. Разогревать детали нужно в строго ограниченном временном промежутке, для определения которого существуют специальные таблицы. Рабочая температура должна быть установлена максимально точно, в противном случае перегрев может приводить к закупорке труб, а слишком низкий нагрев – к плохому качеству стыковки. Нередко бывают ситуации, когда на определенном расстоянии от места нагревания на трубе начинают появляться кольца: важно, чтобы размеры соединительных участков при этом не претерпевали изменений. Так как фитинги обладают более толстыми стенками, чем обычны полипропиленовые трубы, их необходимо установить на разогрев раньше. Только таким образом может быть достигнута одинаковость сварки.
- Спайка элементов. После того как детали достигнут нужной температуры, их нужно быстро извлечь из прибора и соединить между собой, соблюдая при этом необходимую соосность. Во время этой процедуры любое проворачивание или изгибание трубок запрещено. Торцы заготовок во время стыковки должны находится в строго перпендикулярном друг ко другу положении: при соблюдении этого условия достигается высокая прочность соединения. Кроме того, важно строго наблюдать глубину входа трубы в раструб фитинга, не пересекая его внутреннею границу. На протяжении всего процесса важно соблюдать аккуратность, используя для повышения точности специальные приспособления. Самые простые из них – угольник, линейка, отвес и т.п. За ориентир нередко берется линия, начерченная по самой трубе.
- Охлаждение стыка. Нагретые элементы должны полностью остыть: особенно это касается труб с тонкими стенками. Допускать любого рода деформации на этом этапе строго запрещается, иначе внутренний просвет трубы может попросту закрыться. Когда детали полностью остынут, их продувают или пропускают по ним воду, тестируя таким образом их проходимость.
Рекомендации по эксплуатации
Рекомендации по использованию паяльных утюгов для получения качественных соединений полипропиленовых труб отличаются значительной простотой. Это дает возможность проводить подобные работы самостоятельно, даже при отсутствии специальных навыков. Опытные мастера обычно рекомендуют после пайки первого стыка провести его разрезание, для контроля за качеством проведенной работы. Таким образом можно быстрее всего заметить все допущенные ошибки и внести необходимую корректировку в дальнейший процесс.
Для монтажных работ в собственном жилище практичнее всего применять ручные приборы: их можно недорого приобрести, или взять на прокат. Новые паяльник лучше сразу протестировать, выполнив с его помощью какую-то несложную операцию: если испытание прошло успешно, в дальнейшем можно не беспокоиться об его эффективности при стыковке полипропиленовых труб.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.