
Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы
Содержание:
Стыковая сварка полиэтиленовых труб
Муфтовая сварка ПНД труб
Электромуфтовая сварка
Выбор способа пайки ПНД труб
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.
Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
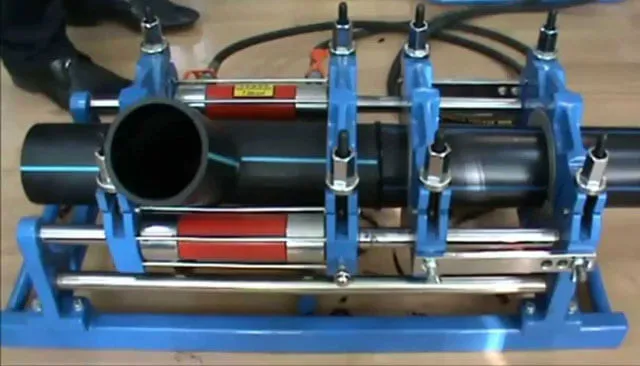
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
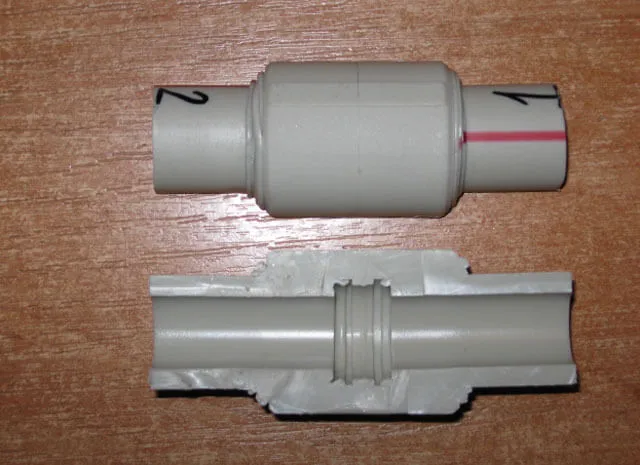
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб.

При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.
- Нагревание насадочных деталей паяльника до необходимой температуры. Когда разогрев достигает требуемых значений, индикатор на корпусе устройства подаёт специальный сигнал.
- ПНД труба до упора вставляется в гильзу, а фитинг также до упора насаживается на дорн. Для выполнения данного действия может потребоваться некоторое усилие.
- По мере вставки трубы и насаживания на неё фитинга излишки расплавленного материала выдавливаются наружу с поверхности изделия. В результате в области сварной кромки формируется своеобразный кольцевой валик, называемый гратом.
- Соединяемые детали снимаются с насадки, после чего труба вставляется в фитинг так, чтобы она плотно соприкасалась с кольцевым валиком. Читайте также: "Какие бывают фитинги для ПНД труб, какие лучше использовать для соединения труб".
- Дожидаются остывания сваренных труб, не подвергая их никаким внешним воздействиям.

После выполнения всех указанных процедур, процесс пайки полиэтиленовых труб своими руками можно считать завершённым. Как видно, он не представляет большой сложности, однако дополнительно следует знать некоторые нюансы, которые должны учитываться при проведении сварочных работ. Во-первых, существуют специальные таблицы, по которым рассчитывается продолжительность процесса пайки для труб того или иного диаметра.
Затем, касательно муфтовой пайки полиэтиленовых труб инструкция гласит, что надавливание при вставке деталей следует прекращать, если фитинг и труба достигли упора. Соблюдение данного правила является очень важным – в противном случае прочность соединения будет недостаточной. Читайте также: "Как выполняется сварка полиэтиленовых труб – правила технологии процесса".
Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.
В частности, если требуется обеспечить гибкость на всём протяжении трубопровода без формирования жёстких участков, тогда наилучшим вариантом будет стыковая сварка. Дополнительными её преимуществами являются простота и экономичность. Читайте также: "Как выпрямить ПНД трубу – доступные и проверенные способы".

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.