
Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
Содержание:
Как согнуть алюминиевую трубу
Как работать с трубогибом в домашних условиях
Способы гибки
Самостоятельное сгибание алюминиевой трубы
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.

Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
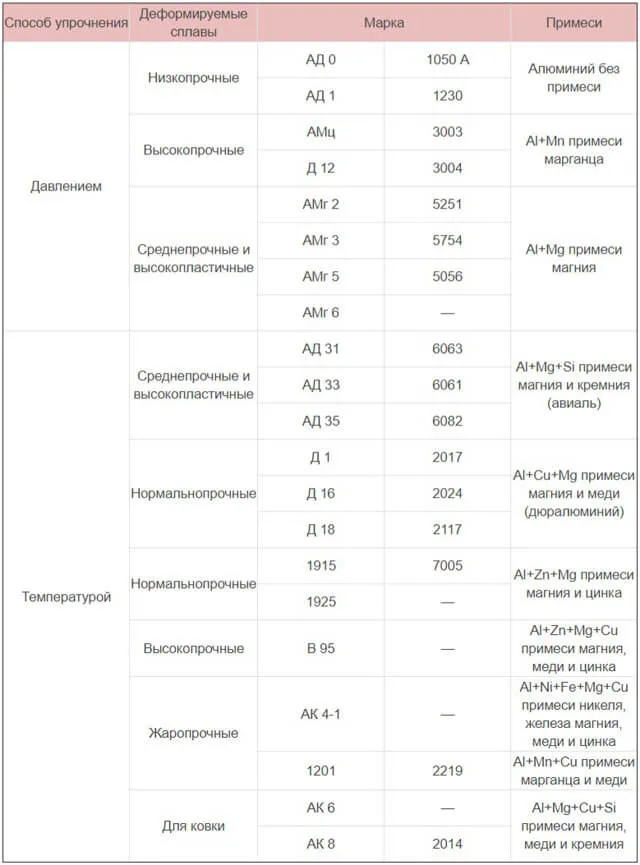
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.

Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.

Вне зависимости от выбранного варианта гибки, главная задача - не допустить, чтобы в процессе гибки появились какие-то дефекты. Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома. Читайте также: "Как выполняется прокатка профильной трубы – оборудование, технология".
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.

При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиуса трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
- Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом. После того как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
- Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию. При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
- В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки. Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов. Впритык к шаблону крепят доску, имеющую идентичную толщину и уклон: важно добиться хорошей плотности укладки трубы между ними. Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
- После того как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные алюминиевые трубы.
- Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости место сгибания можно разогреть.

Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.