
Как лучше сделать врезку в ПНД трубу – проверенные временем материалы и способы
Содержание:
Элементы для организации отводов
Врезка в трубу без сварки посредством обжимных хомутов
Характерные особенности седелок
Накладной уход или патрубок накладки
Вентили для врезки под давлением в полипропиленовые трубы
Фланцевая и электросварная седелка для врезки в трубы ПНД
Врезка в трубы из различных материалов подразумевает подключение дополнительного отвода или канала к основному трубопроводу. Процесс выполнения подобных работ отличается некоторой степенью сложности, поэтому требуются специальные инструменты, аккуратность, а также знание всех особенностей. При врезке в центральный канал необходимы документы, разрешающие проведение работ такого типа.

Основные моменты процесса врезки в ПНД трубы
Трубопроводы, выполненные из полиэтилена низкого давления, сегодня не являются редкостью. А современные технологии позволяют избежать при врезке в такие магистрали многих трудностей, которые могли бы встретиться при работе с металлическими трубами:
- Врезка в ПНД трубу требует остановки потока воды или газа только в исключительных случаях. Это особенно важно, если работы проводятся на магистрали, к которой присоединены промышленные предприятия, медицинские учреждения и детские сады. Эти объекты не могут нормально функционировать без воды. Кроме того отсутствие тепла или воды в жилых домах может повлечь резкое недовольство жильцов.
- Использование ПНД элементов облегчает процесс эксплуатации трубопровода и выполнение ремонтных работ. Врезка в стальные трубы предполагает использование крупногабаритных деталей, имеющих к тому же немалый вес. Это требует больших материальных и трудовых затрат.
- В большинстве случаев монтаж запорного устройства, необходимого для перекрытия потока, подразумевает обустройство специальных колодцев или камер. Для осуществления врезки в ПНД трубу используется специальный вентиль, полностью перекрывающий поток или регулирующий его.
Элементы для организации отводов
Врезка в полиэтиленовый трубопровод осуществляется посредством следующих приспособлений:
- Седельная муфта для вырезки холодным методом.
- Различные вентили, позволяющие выполнять врезку под давлением.
- Накладной уход.
- Седелка фланцевая.
- Муфта седловая полиэтиленовая электросварная под пайку.

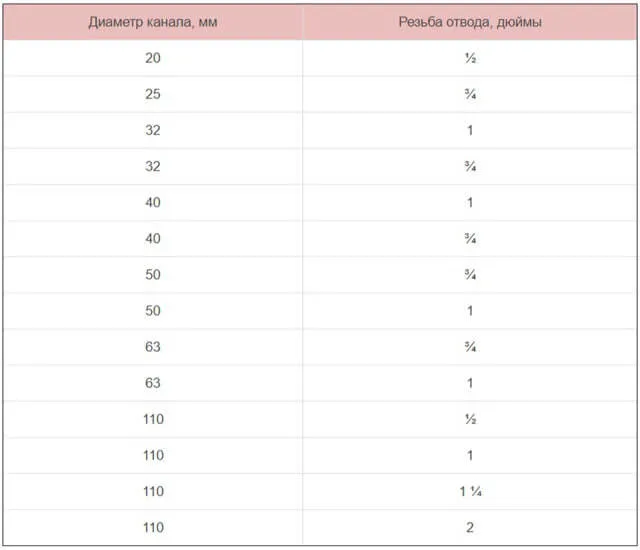
Посредством седелок, имеющих резьбовой выход, осуществляется организация отвода второстепенных каналов от основной магистрали, по которым транспортируется вода питьевого и технического назначения (прочитайте также: "Виды седелок на трубу ПНД, варианты монтажа и установки"). Широкое применение таких элементов отмечено в системах полива и орошения хозяйств индивидуального пользования.
Вентиль для врезки под давлением - это специальная деталь, которой отведено выполнение следующих функций:
- Отводы для монтажа различных ответвлений трубопровода.
- Запорная арматура, перекрывающая или регулирующая движение рабочей среды.

Накладной уход может использоваться только на перекрытых каналах. Фиксация механизма на трубе осуществляется посредством позиционирующего ремня. Патрубки накладки такого элемента не имеют. Детали подобного вида выпускаются разного диаметрального сечения, при этом у деталей первого типа он может находиться в пределах от 5 до 31,5 см, а у вторых - от 31,5 до 120 см.
Фланцевая седелка на пропиленовую трубу находит свое применение при сборке и реконструкции канализационных каналов и сетей водоснабжения. Допускается установка детали на газопроводы с рабочим давлением не более 10 атмосфер и водопроводы с давлением не выше 16 атмосфер. Применять соединения другого типа на газопроводах не разрешается. Читайте также: "Как выполняется врезка в трубу водопровода – варианты для разных материалов".
Врезка в трубу без сварки посредством обжимных хомутов
Для производства обжимных хомутов для врезки трубы используется полиэтилен или полипропилен черного и синего цвета. На таких деталях не образуются очаги коррозии, поэтому они отличаются долгим эксплуатационным периодом. Для более надежного и герметичного соединения изделия имеют уплотнительное резиновое кольцо, которое располагается в специальном пазу.
Кроме того деталь имеет две части: нижнюю ответную и верхнюю с резьбовым отводом. Установка такого хомута на канал подразумевает стягивание частей посредством болтов зажимного типа. Количество зажимных элементов определяется по диаметру элемента, чаще всего от 2 до 6 штук. Используя резьбовой выход, вкручивают переходные элементы для дальнейшего устройства отводов. Читайте также: "Как использовать ремонтный хомут для труб водоснабжения – варианты и способы".
Монтаж хомутов для полиэтиленовых труб следует выполнять только после предварительной проверки комплектации, чтобы присутствовали все элементы детали. Кроме того седелка должна полностью соответствовать диаметру трубы из полиэтилена низкого давления. Чтобы проверить этот параметр, половинки хомута прикладывают к трубе. Затем определяют место, где будет установлен резьбовой хомут, и маркером отмечают точку просверливания отверстия. Читайте также: "Правила монтажа труб ПНД в зависимости от сферы использования".
Выполнив все подготовительные работы, начинают проделывать отверстия, используя электрическую или ручную дрель подходящего размера. С помощью острого ножа с краев готовых отверстий снимают заусенцы и стружку и переходят к установке хомута. Чтобы избежать деформации или перетягивания пластмассовых элементов, гайки затягивают равномерно крест-накрест.
Характерные особенности седелок
Выполнить качественную герметичную врезку в ПЭ трубу помогает седелка для каналов ПНД, именно этот элемент считается наиболее эффективным вариантом в таких ситуациях. Не рекомендуется разрезать полимерные трубы и соединять их посредством тройника или компрессионной муфты.
Во-первых, пластиковые элементы большого диаметра не отличаются особой гибкостью, что может вызвать затруднения при входе трубы в соединительный элемент. Во-вторых, в процессе резки труба может деформироваться, что также вызовет определенные сложности. В-третьих, если в детали компрессионной муфты попадет грязь, то прочность и герметичность соединений будет нарушена.
В большинстве случаев седелка для врезки в трубы из полиэтилена низкого давления производят из полипропилена сополимера ПП-Б. Готовые элементы, имеющие диаметр от 20 до 63 мм, могут эксплуатироваться под давлением не более 1,6 МПа, если температура окружающей среды составляет 200С. При использовании деталей с диаметром от 75 до 110 мм рабочее давление снижается до 1,25 МПа.
Накладной уход или патрубок накладки
Для изготовления накладных уходов применяют полиэтилен ПЭ100. Монтаж такого элемента кВ трубе из полиэтилена низкого давления выполняется привариванием электродиффузионной или электромуфтовой сваркой. Для этого нижняя часть накладного ухода оснащена специальной нагревательной спиралью, которая под воздействием тока начинает нагреваться. В результате поверхность полиэтиленовой трубы и подошва патрубка плавятся.
Патрубок имеет специальную накладку от завода-производителя со штрих-кодом, в котором указана информация для сварочного устройства. Благодаря этому автоматически настраиваются время сварки и остывания и параметры передаваемого на спираль тока. Производители патрубков гарантируют безупречное функционирование готового узла в течение четверти века.

В отличие от электросварной седелки у накладного ухода отсутствует специальная фреза для врезки в трубопровод, но он отличается низкими затратами на работу, подразумевающую прокладку каналов. Несмотря на то, что установка такого фитинга может выполняться только на отключенных каналах, элементы имеют правильный угол отвода. Патрубки такого типа могут выпускаться больших диаметров.
Большие габариты и незначительный вес способствуют более простому монтажу накладных уходов. Это дает возможность выполнять работы на строящихся и функционирующих трубопроводах, в труднодоступных местах, например, в городских смотровых колодцах. Кроме того установка таких фитингов не требует разрезания ПНД трубы, поэтому занимает небольшое количество времени.
Вентили для врезки под давлением в полипропиленовые трубы
Вентили используются для врезки в следующие типы трубопроводов: безнапорные, водонапорные, работающие под давлением не выше 16 атмосфер, газовые, давление которых не превышает 10 атмосфер. При этом врезка в ПНД трубу под давлением выполняется без отключения основной ветки. Благодаря конструктивным особенностям фрезы процесс врезки не требует приложения особых усилий. Вентили могут использоваться для врезки в полиэтиленовые трубопроводы, имеющие диаметральное сечение 63; 90; 110; 125; 160 и 225 миллиметров.
Врезка выглядит следующим образом: кольцевая фреза, имеющая верхний и нижний упор, под управлением стального приводного шпинделя фрезерует трубную стенку и скользит по металлической гильзе. Механизм оснащен металлическими элементами, которые не требуют технического обслуживания и дополнительной изоляции. Запорный вентиль легко управляется посредством штанги.

Чтобы исключить протечки на участках соединения, необходимо выбирать фрезу меньшего диаметра, чем внутреннее сечение отвода.
Вентиль для врезки под давлением монтируется посредством электромуфтового сварочного аппарата. Нижняя часть детали оснащена открытым нагревательным элементом, который способствует оптимальной теплопередаче. Отводной патрубок присоединяется к каналу, диаметр которого составляет 32; 40; 50 и 63 миллиметра.
Фланцевая и электросварная седелка для врезки в трубы ПНД
Врезку в ПНД трубопроводы, работающие под давлением не более 16 атмосфер, а также имеющие диаметр 8-60 см и выходной фланец 4-15 см, выполняют с помощью фланцевой седелки. Эта деталь позволяет одновременно проводить крепление запорной арматуры, фланцевых кранов и задвижек второстепенных каналов, имеющих приваренный фланец. Для изготовления сиделки на ПНД трубу используется ковкий чугун с эпоксидным порошковым покрытием, защищающим элементы из металла от образования коррозийных процессов и различных агрессивных сред.
Крепится деталь посредством двух хомутов в подвижном резиновом кожухе, которые упрощают монтаж детали. Резиновая уплотнительная часть седелки обеспечивает прочное и герметичное соединение.

Установка электросварной седелки выполняется следующим образом:
- Прикладывают к поверхности трубы верхнюю часть детали и обводят ее контур.
- Полиэтиленовый канал очищают от эпоксидного слоя на глубину до 0,15 мм.
- Обезжиривают соединяемые поверхности.
- Устанавливают седелку на трубу.
- Выполняют сварку посредством электромуфтового сварочного устройства.
- С помощью фрезы, позволяющей работать на трубопроводе под давлением, в трубе вырезают отверстие.
- Снимают заглушку отвода, вворачивают фрезу до нижнего упора, выворачивают фрезу обратно и надевают заглушку на место.
Врезка без сварки в трубопроводы, выполненные из полиэтилена низкого давления, особенно актуальна при подключении бытовой техники к системе водоснабжения или при создании дополнительного отвода канализации.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.