
Какие насадки для паяльника полипропиленовых труб используются – разновидности, особенности применения
Содержание:
Выбор модели сварочного аппарата
Разновидности насадок для паяльника и сферы их применения
Основные этапы пайки
Соединения полипропиленовых труб с изделиями из других материалов
Металлические трубы, доминировавшие на рынке долгие годы ввиду отсутствия серьёзных альтернатив, в настоящее время активно вытесняются трубами из различных полимеров, в частности из полипропилена. Одним из многочисленных преимуществ таких труб является простота монтажа, который легко может быть выполнен посредством недорогого паяльника со специальными насадками.
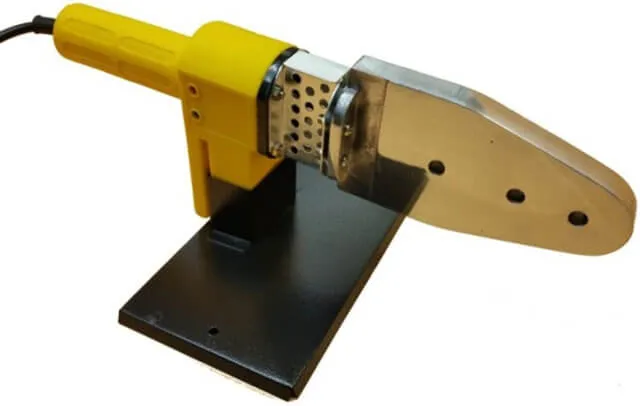
Устройство и принцип работы паяльника и насадок для полипропиленовых труб
Типичный паяльник для полипропиленовых труб состоит из следующих деталей:
- корпуса, снабжённого рукояткой;
- нагревательного (сварочного) элемента, называемого также «утюгом» (подробнее: "Какие бывают утюги для пайки труб – варианты, преимущества и недостатки, способы использования");
- терморегулятора;
- комплекта насадок на утюг для полипропиленовых труб.
Фактически, «принцип утюга» является основным в работе паяльного устройства: поверхности труб нагреваются, после чего их стыкуют и сочленяют друг с другом. Хотя такую пайку называют также сваркой, она имеет мало что общего с привычным сварочным процессом для соединения или резки металлов. Паяльный аппарат нагревает соединяемые концы труб и фитинги до температур, позволяющих сварить между собой полимерные изделия. Однако такое устройство неспособно осуществить расплавление и сварку металлических заготовок и деталей.

Большая роль в процессе соединения полимерных труб принадлежит используемым насадкам для паяльного аппарата. Насадки для сварки полипропиленовых труб обязательно должны быть подходящими по форме и размерам. Естественно, что чем шире диапазон поддерживаемых насадок, тем шире и диапазон труб, которые можно сваривать с помощью устройства.
Процесс пайки происходит в несколько этапов:Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.
- Нагревательный элемент (ТЭН), будучи подключённым к электросети, разогревается и передаёт температуру насадкам.
- Насадки разогревают полимер, способствуя его размягчению.
- Производится стыковка расплавленных концов труб, что приводит к их спайке между собой.
- Выжидается некоторое время для остывания и затвердения межтрубного соединения.
Чрезмерный перегрев насадки и сочленяемых труб может привести к избыточному расплавлению сварочного шва, а значит – к снижению качества соединения и его проходимости. Оптимальной температурой для работы с полипропиленовыми трубами считаются цифры примерно в +260 °С. Контроль данного показателя осуществляется через терморегулятор.
Выбор модели сварочного аппарата
Различные модификации сварочного оборудования для полипропиленовых труб имеют много общего. Разница чаще всего состоит в типе используемых насадок и методе их крепления к нагревательному элементу. Предпочтительным является оборудование, к которому подходят различные по типу и размерам насадки для пайки полипропиленовых труб.
Это облегчает монтаж труб с различными диаметрами, а также соединение полипропиленовых труб с изделиями из других материалов. В частности, эффективность сварочного процесса может быть достигнута за счёт использования тефлоновых насадок для пайки полипропиленовых труб, отличающихся наилучшими антипригарными качествами (предотвращают прилипание свариваемых поверхностей к насадке). Читайте также: "Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов".
По конфигурации обычные модели паяльников, подходящие для домашнего использования, бывают в основном двух видов: мечевидными или стержневыми (цилиндрическими). Для мечевидных паяльников характерна жёсткая фиксация насадок, что препятствует их откручиванию во время работы. Это делает их более удобными в большинстве случаев, в отличие от стержневых, при работе с которыми требуется постоянный контроль фиксации. С другой стороны, стержневые устройства предпочтительны в тех ситуациях, когда требуется частая смена насадок. К тому же они имеют более компактную форму, благодаря чему с ними легче работать в труднодоступных местах.

Насадки для паяльника полипропиленовых труб обычно входят в набор, поставляемый вместе с устройством. Приобретая оборудование, желательно отдавать предпочтение комплектам с несколькими качественными насадками, а не тем, в которых большое число низкокачественных деталей и комплектующих. Следует помнить, что запчасти для паяльника полипропиленовых труб всегда можно приобрести отдельно от устройства. Читайте также: "Какие нужны насадки для паяльника для труб – все подробности соединения труб сваркой".
Перечисленные факторы, наряду с показателями потребляемой мощности и размерами устройства, наиболее важны при выборе подходящей модели сварочного аппарата с набором насадок для него. Стоит отметить, что устройства большой мощности с наиболее качественными и дорогими насадками обычно приобретают профессиональные монтажники. В быту такая необходимость, как правило, отсутствует, и даже недорогой прибор способен обеспечить качественный монтаж труб дома или на даче.
Наконец, нелишним будет упомянуть, что перед покупкой и эксплуатацией оборудования следует тщательно ознакомиться со всеми его техническими характеристиками, которые обычно имеются в инструкции по эксплуатации.
Разновидности насадок для паяльника и сферы их применения
Бытовое ручное оборудование для пайки полипропиленовых труб в домашних условиях обычно предназначено для работы с полимерными трубами диаметром до 63 миллиметров, что соответствует по размерам двухдюймовым металлическим трубам. Существуют те или иные типы насадок, рассчитанных для работы с различными по диаметру трубами.
Наиболее часто применяемые в быту разновидности насадок следующие:
- № 20 – предназначенные для спайки труб диаметром в 0,5 дюймов.
- № 25 – для труб диаметром в 0,75 дюймов.
- № 40 – для трубных изделий диаметром в 1,25 дюймов.

Прочие насадки, имеющие другую индексацию, обычно используются специалистами для соединения труб с большими диаметрами (10-110 миллиметров и более). В быту необходимость в таких насадках, как правило, отсутствует.
Основные этапы пайки
Монтаж бытовых полипропиленовых трубопроводов представляет собой достаточно несложный процесс, который под силу любому домашнему умельцу, и состоит из нескольких последовательных этапов:
- Осуществляется нарезка трубы, которую необходимо выполнять в точности перпендикулярно. Правильность и точность выполнения резки во многом определяют надёжность будущего соединения.
- Торцевые части полипропиленовых труб шлифуются и очищаются от любых неровностей, шероховатостей и прочих изъянов.
- На паяльник надевается нужная насадка, после чего он подсоединяется к сети и включается. На индикаторе при этом появляется красный свет, что свидетельствует о начале процесса разогрева.
- По достижении температуры в +260 °С красный свет выключается, после чего можно приступать к соединению торцов. Конец соединяемого трубопровода и фитинг вставляются в насадки, после чего выжидается 6-7 секунд, чтобы их края расплавились. Плотность и надёжность фиксации насадок играет при этом большое значение.
- После расплавления оба изделия снимают с насадок и соединяют разогретые концы. Следует помнить, что остывание полипропилена происходит очень быстро – примерно за минуту. Недопустимо во время процесса пайки вращать изделия, перемещать их либо что-то править в месте соединения. До полного остывания полимера свариваемые изделия нужно держать неподвижно.
- После остывания и затвердения соединяемых участков трубопровод можно считать готовым к эксплуатации.
Соединения полипропиленовых труб с изделиями из других материалов

Нередко в быту возникает необходимость в соединении полипропиленовых трубопроводов с трубами из прочих материалов, например из пластика или металлопластика. Такое особенно часто встречается при ремонте или замене частей в домашних водопроводных системах. Подобное соединение труб из различных материалов имеет некоторые особенности, однако в целом, особых сложностей оно также не представляет.
Часто для соединений между трубами из различных материалов (например, при соединении полипропиленового и металлопластикового трубопроводов) применяются разъёмные фитинги с наружной резьбой. К полипропиленовому участку трубопровода предварительно наплавляется резьбовой фитинг, а затем производится скрутка торцов с использованием уплотнительных материалов (нитей льна, фум-ленты и других).
Для сплавления полипропиленовой детали используется паяльник с насадкой нужного диаметра. Для дополнительной герметизации можно применить силиконовую заливку, а также крепление посредством хомута. Далее с помощью паяльника посредством подходящей насадки к фитингу присоединяется металлопластиковый торец. Читайте также: "Характеристики фторопластовых труб, применение, правила монтажа и стыковки".

Некоторые важные моменты, которые следует знать при пайке полипропиленовых труб
- Для пайки полипропиленовых труб в домашних условиях можно выбрать недорогой и простой паяльник, но не стоит экономить на качестве насадок, от которых во многом зависит эффективность сварочного процесса.
- Качественные насадки для паяльника полипропиленовых труб могут изготавливаться из различных металлов, но обязательно имеют антипригарное тефлоновое покрытие. В этом случае нагретые полимерные детали легко снимаются с насадки, не прилипая к ней.
- Для надёжного соединения торцов в процессе сварки желательно фиксировать трубы в горизонтальном положении. Если обязателен сварочный процесс в вертикальном состоянии, тогда необходимо работать с помощником, который будет удерживать вертикально верхнюю трубу и наблюдать за качеством соединения.
- Разрезание соединяемых торцов должно выполняться строго перпендикулярно. После нарезки они шлифуются дополнительно с целью не допустить наличия тех или иных изъянов. Сварочные работы должны производиться внимательно, точно и быстро, однако с выжиданием достаточного времени для сплавления деталей между собой.
- Появляющиеся в местах сварки оплывы следует удалять не сразу, а после полного остывания труб. Иначе неостывшее соединение можно легко деформировать.
- В местах соединений труб между собой недопустимо наличие загрязнений, а также воды либо прочих жидкостей.
Совет:
Не делайте ОШИБКИ в расчётах!
Используйте строительный калькулятор онлайн - расчёт строительных материалов и конструкций для ремонта и стройки быстро и точно.